БОЛЬШАЯ СОВЕТСКАЯ ЭНЦИКЛОПЕДИЯ
В ЭНЦИКЛОПЕДИИ СОДЕРЖИТСЯ БОЛЕЕ 100000 ТЕРМИНОВ
В ЭНЦИКЛОПЕДИИ СОДЕРЖИТСЯ БОЛЕЕ 100000 ТЕРМИНОВ
|
БОЛЬШАЯ СОВЕТСКАЯ ЭНЦИКЛОПЕДИЯ
В ЭНЦИКЛОПЕДИИ СОДЕРЖИТСЯ БОЛЕЕ 100000 ТЕРМИНОВ |
ПРОИЗВОДСТВЕННАЯ ЛИТЕРАТУРА, профессиональная прикладная литература, совокупность произведений письменности и печати, содержанием которых является описание определённого вида практич. деятельности людей или используемых в ней машин, оборудования и т. д. П. л, пропагандирует передовые методы труда как в сфере материального производства, так и в практич. деятельности, не создающей материальных ценностей (напр., труд врачей, учителей и т. д.). Произведение П. л. предназначено всегда определённому кругу специалистов или лицам, желающим овладеть данной областью практич. деятельности. Поэтому особенность произведений П. л. заключается в сочетании обучающих задач со справочными. Отсюда - дробная, логически чётко организованная структура; раскрытие темы в порядке последовательности технологич. циклов, операций, приёмов труда; конкретные рекомендации, но без науч. обоснования и объяснения их выбора. Язык произведения П. л. по своей профессионализации должен соответствовать уровню спец. подготовки читателя, на к-рого оно рассчитано. Прогресс науки и техники приводит к быстрому старению изданий П. л., чем объясняется высокий удельный вес новых изданий и частота появлений переработанных изданий (примерно каждые 3-4 года). Быстрый рост П. л. был характерен для эпохи развивающегося капитализма. В совр. бурж. обществе из-за ожесточённой конкуренции фирм количеств. уровень изданий прикладного содержания невысок и наблюдается даже тенденция к его снижению. В социалистич. обществе отмечается высокий и устойчивый выпуск П. л. Растёт выпуск П. л. в развивающихся странах. Для П. л. характерны следующие виды изданий: практич. пособия и руководства, монографические и серийные (напр., "Библиотека конструктора", "Экономика металлургического производства"), описания передового производств. опыта, атласы конструкций и альбомы рабочих чертежей, памятки, стандарты, технологич. инструкции и нормы, инструкции по эксплуатации и обслуживанию; всё чаще появляются научно-прикладные монографии, выпускаемые для повышения квалификации специалистов высшего звена и отражающие науч. разработки и исследования со стороны их практич. результатов и возможности внедрения в практику. В СССР П. л. издают центральные отраслевые (крупнейшие - "Машиностроение", "Колос", "Недра", "Металлургия", "Транспорт", Стройиздат, "Энергия"), а также республиканские и местные издательства. Помимо книг и брошюр, центр. отраслевые изд-ва выпускают отраслевые производств. журналы. Лит.: Ленин В. И., Тезисы о производственной пропаганде, Полн. собр. соч., 5 изд., т. 42, с. 14-15; Теплов Д. Ю., Типы и виды технической литературы, Л., 1973; Черняк А. Я., Ленин и советская техническая книга, в сб.: Книга. Исследования и материалы, сб. 20, М., 1970. Б. Г. Тяпкин. ПРОИЗВОДСТВЕННАЯ МАРКА, см. Марка производственная. ПРОИЗВОДСТВЕННАЯ МОЩНОСТЬ отрасли пром-сти, предприятия, его подразделения, максимально возможный выпуск продукции высокого качества или объём переработки сырья в единицу времени (обычно в течение года). В социалистич. странах П. м. определяется в номенклатуре и количеств. соотношениях, установленных планом с учётом наиболее полного использования производств. оборудования, площадей, передовой технологии и организации труда. Расчёт П. м. предприятия осуществляется в единицах измерения продукции, принятых в плане. Наиболее простыми и точными являются натуральные единицы измерения (в изделиях, деталях, штуках, тоннах). По мощности ведущей группы оборудования устанавливается мощность участка, по ведущему участку - мощность цеха, по ведущему цеху - мощность предприятия. При расчёте учитываются мероприятия по ликвидации "узких мест". В ведущем подразделении сосредоточивается значит. часть производственных основных фондов, выполняются осн. технологич. операции по изготовлению продукции. Сумма мощностей отд. предприятий по одному и тому же виду продукции составляет П. м. отрасли по данному виду продукции. Для расчёта П. м. используются следующие исходные данные: производств. осн. фонды, режим работы оборудования и использование площадей, прогрессивные нормы производительности оборудования и трудоёмкости изделий, квалификация рабочих. Если известна производительность оборудования, то П. м. определяется как произведение паспортной производительности оборудования в единицу времени и планового фонда времени его работы; в условиях многономенклатурного произ-ва - как частное от деления фонда времени работы оборудования на трудоёмкость комплекта изделий (деталей), изготовляемых на данном оборудовании. П. м.- величина динамичная, изменяющаяся с развитием техники, ростом производительности труда, совершенствованием организации произ-ва и труда, повышением культурно-технического уровня работающих. Согласно действующей в пром-сти СССР методике, П. м. устанавливается на 1 янв. расчётного года (входная) и на 1 янв. следующего года (выходная). Определяется также среднегодовая мощность. При равномерном наращивании мощности в течение года её среднегодовая величина равна полусумме входной и выходной мощностей. В иных случаях среднегодовая П. м. определяется как сумма мощности на начало года и среднегодовой вводимой мощности за вычетом среднегодовой выбывающей мощности. Степень использования П. м. характеризуется коэфф. использования мощности, к-рый выражается отношением годового выпуска продукции к среднегодовой мощности данного года. Для обеспечения планируемого объёма произ-ва и определения потребности в приросте мощностей составляется баланс производственных мощностей. Лит.: Межотраслевая инструкция по определению производственной мощности машиностроительных и металлообрабатывающих заводов, ч. 1-3, М., 1970; Воскресенский Б. В., Маниловский Р. Г., Производственная мощность машиностроительного завода, 2 изд., М., 1973. А. С. Паламарчук. ПРОИЗВОДСТВЕННАЯ ПРАКТИКА, в спец. учебных заведениях СССР и ряда других стран составная органическая часть подготовки специалистов, имеющая целью дать студентам и учащимся практич. знания, умения и навыки по избранной специальности. Содействует закреплению и проверке теоретич. знаний, освоению прогрессивных технологич. процессов, адаптации уч-ся к реальным производственным условиям, укреплению связи уч. заведений с производством. Система подготовки специалистов, в т. ч. квалифицированных рабочих, предусматривающая органич. связь теоретич. обучения с практич. занятиями по специальности, разработана в Московском технич. уч-ще (ныне МВТУ им. Н. Э. Баумана) в 60-70-е гг. 19 в. Эта система, получившая назв. "русская школа практического обучения", была впоследствии принята ведущими технич. уч. заведениями США и стран Зап. Европы. Сов. система высшего, среднего специального и проф.-технич. образования связывает "в единый учебный процесс теорию и практику с таким расчётом, чтобы каждая ступень производственной практики была подчинена прохождению соответствующей части теоретического курса" (пост. ЦИК СССР от 19 сент. 1932 "Об учебных программах и режиме в высшей школе и техникумах"). П. п. организуется на предприятиях, оснащённых совр. оборудованием, в совхозах, колхозах, в школах, больницах и др. Объём, содержание и сроки П. п. предусматриваются уч. планами и программами уч. заведений с учётом особенностей профиля подготовки специалистов. Во время П. п. студенты и уч-ся, как правило, находятся на рабочих местах, занимая обычно оплачиваемые должности по специальности. На П. п. отводится за период обучения в вузах 6-7 мес, в ср. спец. уч. заведениях до 9 мес. Существует 3 вида П. п.: общеознакомительная (учебная), технологич. и преддипломная. В техникумах П. п. включает производственное обучение на получение разряда по рабочей профессии. В системе профессионально-технического образования производственное обучение с предвыпускной П. п. (на них отводится ок. 50% уч. времени) являются основой проф. подготовки квалифицированных рабочих. В ряде зарубежных стран уч-ся знакомят с производством во время каникул, а молодых специалистов - по окончании обучения, в процессе работы по специальности. И. А. Белоглазов. ПРОИЗВОДСТВЕННАЯ ПРОГРАММА, в социалистич. х-ве задание по произ-ву и реализации определённого количества продукции установленной номенклатуры и качества; ведущий раздел гос. плана развития нар. х-ва, плана отрасли, предприятия (объединения). При разработке П. п. основываются на выявлении потребностей нар. х-ва и населения в продукции. При этом учитываются необходимые пропорции между отраслями материального производства, а также межрайонные связи, обусловленные его размещением. В планировании П. п. используется балансовый метод (см. Балансовый метод в планировании), позволяющий приводить в соответствие объём произ-ва продукции с её нар.-хоз. потребностями, а также проверять обеспеченность намеченных заданий П. п. производственными мощностями, материальными, топливно-энергетич. и трудовыми ресурсами. В СССР осн. формой планирования П. п. является пятилетний план с разбивкой заданий по годам. П. п. в пятилетнем плане разрабатывается по укрупнённой номенклатуре, к-рая уточняется в годовом плане. В нар.-хоз. планах СССР и союзных республик П. п. пром-сти характеризуется объёмом и темпами роста продукции с подразделением на группы "А" и "Б" и перечислением важнейших изделий в натуральном выражении по отд. отраслям. Осн. показателем П. п. в нар.-хоз. плане является валовая продукция. В П. п. отрасли указываются объём и номенклатура продукции, к-рая должна быть изготовлена и реализована. Пятилетние и годовые планы предприятий (объединений) по объёму произ-ва и реализации продукции разрабатываются на основе гос. заданий. Предприятия самостоятельно планируют полную номенклатуру и объём произ-ва продукции в соответствии с гос. заданиями, а также с заданиями, принятыми в порядке прямых связей с потребителями или сбытовыми и торг. орг-циями. Развёрнутый ассортимент продукции, т. е. перечень по наименованиям, видам, артикулам, размерам, фасонам и рисункам, устанавливается в договорах между поставщиками и потребителями. Показатели П. п. предприятия (объединения), отрасли - валовая, товарная и реализованная продукция (см. Валовая продукция промышленного предприятия, Валовая продукция промышленности, Реализация продукции, Товарная продукция). Объём реализованной продукции и важнейшая номенклатура - утверждаемые показатели; валовая и товарная продукция - расчётные, определяемые самим предприятием и используемые для обоснования утверждаемых показателей. В порядке эксперимента в ряде отраслей пром-сти для измерения П. п. вместо реализованной продукции применяется чистая продукция. Годовая П. п. предприятия распределяется по плановым периодам, а также цехам, участкам и рабочим местам. Лит.: Материалы XXIV съезда КПСС, М., 1971; Мазалов Е. В., План производства и реализации продукции, М., 1972. Е. С. Васильева. ПРОИЗВОДСТВЕННАЯ СТРУКТУРА промышленного предприятия (объединения), комплекс подразделений, их соотношение и взаимосвязи в процессе изготовления продукции. Каждая стадия производств. процесса организационно оформляется в соответствующее структурное подразделение. Первичной структурной производств. единицей является рабочее место, где выполняются отд. операции. Рабочие места объединяются в производств. участки, к-рые образуют цехи. В цехе изготовляется продукт, часть его или осуществляется стадия технологич. процесса. На крупных предприятиях цехи объединяются в корпуса. По роли в производств. процессе принято различать осн., вспомогат. и обслуживающие цехи и участки. Осн. подразделения (заготовит., обрабатывающие и сборочно-отделочные) формируются вокруг основного производства. Вспомогат. подразделения (инструм. производство, энергетическое и ремонтное х-ва; см. Вспомогательное производство) заняты изготовлением продукции, потребляемой в основном произ-ве. Обслуживающие звенья обеспечивают хранение сырья и материалов (складское х-во), транспортировку и перемещение предметов труда (транспортное х-во), энергосеть, др. коммуникации и т. п. Органы управления предприятием (объединением) организуют, направляют и регулируют ход производства в целом. П. с. связана с размещением производств. звеньев. Она формируется в процессе проектирования и реконструкции предприятий и объединений. Однако при освоении новой продукции, изменении технологии и состава оборудования возникает необходимость перестройки производств. звеньев и П. с. С. Е. Каменицер, М. В. Мельник. ПРОИЗВОДСТВЕННАЯ ЭСТЕТИКА, 1) раздел технической эстетики, изучающий закономерности формирования и особенности эстетич. организации производственной среды в условиях промышленного предприятия. В исследованиях в области П. э. используются данные теории архитектуры, психофизиологии, цветоведения, светотехники, акустики, эргономики и комплекса наук о труде (см. Научная организация труда - НОТ), а также учитываются технологич. требования производства. 2) Комплекс практич. мероприятий по эстетич. организации производств. среды, в т. ч. архитектурно-художеств. решение интерьеров, создание оптимальных светоцветовых и микроклиматич. условий, художественное конструирование пром. оборудования, организация рабочих мест и средств визуальной коммуникации, а также благоустройство и озеленение территории. Др. составная часть этих мероприятий - эстетич. организация условий и процесса труда с помощью быстросменяемых элементов среды (модуляция светоцветового климата и средств информации, музыкальное производств. вещание и др.), а также произв. иск-ва, уголков живой природы и пр. П. э. обеспечивает комфортные условия труда; это же является одной из задач НОТ. Эффективность П. э. определяется ростом производительности труда и повышением качества выпускаемой продукции. П. э. является одним из средств нравств. воспитания трудящихся, развивая у них эстетич. отношение к труду и его результатам. Лит.: Лапин Ю., Шехов Б., О комплексной эстетизации действующего предприятия, "Техническая эстетика", 1968, № 11; Эстетическая организация производственной среды. Вопросы производственной эстетики, М., 1972 (Тр. ВНИИТЭ, в. 3). Ю. С. Лапин. ПРОИЗВОДСТВЕННОЕ ЗДАНИЕ, см. Промышленные здания. ПРОИЗВОДСТВЕННОЕ ИСКУССТВО, художественное движение в культуре Советской страны в 1920-е гг. В первые годы своего существования (1918-1921) было тесно связано с т. н. левыми течениями в живописи и скульптуре. Участники движения поставили задачу слияния иск-ва, оторванного развитием капитализма от ремесла, с материальным производством на базе высокоразвитой пром. техники. Но они ошибочно, игнорируя реальную практику социальных преобразований, видели в П. и., сводящемся к прямому созданию утилитарных вещей, универсальное средство преобразования всей предметной среды на принципах социальной целесообразности и установления тем самым социалистич. форм человеческого общения. Новую архитектуру, новые типы жилых и обществ. зданий, мебели, оборудования, одежды "производственники" считали важнейшим средством социалистич. переустройства общества, орудием ликвидации буржуазно-мещанских взглядов, традиций, привычек, доставшихся в наследство советскому обществу от старого, политически разбитого строя и закреплённых в материальном окружении человека -в вещах, жилище, во всей предметной среде. Наиболее прочно идеи П. и. утвердились в архитектуре, оформительском иск-ве и художеств. конструировании, связанных с конструктивизмом. К проблематике П. и. близки нек-рые мероприятия в области иск-ва в первые годы Сов. власти, имевшие целью сблизить художеств. творчество и произ-во; при отделе ИЗО Нар. комиссариата просвещения (1918-21) были созданы Художественно-производств. совет, а также подотделы художеств. произ-ва и художеств. труда, организовывавшие художеств. мастерские на ф-ках; в 1919 создана художественно-производств. комиссия ВСНХ; в 1920 создан Вхутемас, пропедевтический (предварительный) курс к-рого основывался на теории формообразования, разработанной "производственниками к Представляя собой романтич. утопич. иллюзию о возможности немедленного сотворения новой жизни с помощью П. и., его теория (Б. И. Арватов, О. М. Брик, А. М. Ган, Б. А. Кушнер, В. Ф. Плетнёв, Н. М. Тарабукин, С. М. Третьяков, Н. Ф. Чужак) смыкалась с идеями Пролеткульта в своём ошибочном понимании культуры пролетариата: "производственники" отрицали преемственность культуры, идеологич. функции и специфику станковых форм изобразит. иск-ва, его традиционно-образный метод познания действительности, а в самых крайних формах отрицали иск-во вообще (теория "растворения иск-ва в жизни"). Эти стороны П. и. противоречили реальной практике сов. художеств. культуры. Противоречили они и общим принципам культурной политики Сов. власти, направленной на овладение нар. массами культурным наследием прошлого и создание иск-ва, несущего в себе всё богатство эмоционального содержания бытия. Теоретич. несостоятельность социальных идей движения П. и. привела его к кризису в кон. 1920-х гг. На практике художниками-"производственниками" (осн. группа к-рых, порвав в 1921 с абстрактным формотворчеством, перешла к собственно работе для производства) были созданы прототипы ряда совр. видов мебели (А. М. Ган, В. Е. Татлин, А. М. Родченко), образцы новой полиграфии (А. М. Ган, Л. М. Лисицкий, А. М. Родченко), текстиля и одежды (Л. С. Попова, В. Ф. Степанова, В. Е. Татлин и др.), оформления выставок (Г. Г. Клуцис, Л. М. Лисицкий, А. М. Родченко, бр. Стенберг). Работа "производственников" в сфере пром. и оформительского искусства сыграла существ. роль в формировании сов. и зарубежного художественного конструирования. Лит.: Ленин В. И., Заметки на статье Плетнёва 27 сентября 1922 года, в сб.: Ленин В. И., О литературе и искусстве, 4 изд., М., 1969; его же, О пролеткультах. Письмо ЦК РКП, там же; Луначарский А. В., Основы художественного образования, в его кн.: В мире музыки. Статьи и речи, 2 изд., М., 1971, с. 178-79 и 189-94: Искусство и производство. Сб., М., 1921; Тарабукин Н., От мольберта к машине, М., 1923; Арватов Б. И., Искусство и производство, М., 1926; Кантор К. М., Красота и польза, [М., 1967]; Жадова Л., О теории советского дизайна 20-х годов, в сб.: Вопросы технической эстетики, в. 1, М., 1968. ПРОИЗВОДСТВЕННОЕ ОБУЧЕНИЕ, практическое и теоретическое обучение по избранной профессии в процессе производственной деятельности. 1) Составная часть профессионально-технического образования (в уч. планах проф.-технич. уч. заведений на П. о. отводится ок. 50% уч. времени) и среднего специального образования (20-30% уч. времени). 2) Подготовка и повышение квалификации рабочих путём индивидуально-бригадного обучения непосредственно на производстве, а также на краткосрочных курсах по профессиям и специальностям, для овладения к-рыми требуется, как правило, не более 6 мес. П. о. осуществляется под рук. мастеров, инструкторов, квалифицированных рабочих и др. как в учебно-производств. мастерских, лабораториях, учебно-опытных х-вах и т. п., так и непосредственно на рабочих местах (на предприятиях, транспорте, строительстве, в совхозах, колхозах и др.). П. о. завершается выполнением квалификационных (пробных) работ, сдачей квалификационных экзаменов. Успешно прошедшим П. о. присваивается соответствующий тарифно-квалификационный разряд, класс, звание и т. п. (см. Квалификация). ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ, комбинат, единый специализированный производственно-хоз. комплекс, в состав к-рого входят фабрики, заводы, н.-и., конструкторские, технологич. и др. орг-ции, имеющие между собой производств. связи и централизованное вспомогательное и обслуживающее произ-во. Производств. единицы, входящие в состав П. о., не являются юридич. лицами и на них не распространяется Положение о социалистическом государственном производственном предприятии. П. о. начали создаваться в СССР в 60-х гг. в виде фирм, чаще всего на базе производственно связанных между собой мелких предприятий, выпускавших в основном однородную продукцию, под руководством ведущего головного предприятия. В условиях научно-технич. революции и увеличения объёмов выпуска продукции концентрация разнородных произ-в на крупных предприятиях стала недостаточной, поэтому была заменена концентрацией специализир. произ-ва, позволяющей широко использовать высокопроизводит. технику и повышать экономич. эффективность обществ. произ-ва. Примерами П. о. являются: КамАЗ - крупнейший комплекс по выпуску грузовых автомобилей и двигателей в г. Набережные Челны, в состав к-рого входят специализированные пром. предприятия, объединение ЗИЛ, тракторостроит. и станкостроит. объединения, минское обувное объединение "Луч", киевское объединение "Укркожгалантерея". П. о. действуют на основе хозяйственного расчёта, обеспечивают полное возмещение затрат на произ-во продукции, содержание аппарата управления и получение прибыли, достаточной для расчётов с гос. бюджетом и оплаты процентов за кредит, а также для развития П. о. и образования различных фондов и резервов. П. о., обладая хоз.-оперативной самостоятельностью и более крупными ресурсами, создают благоприятные условия для полного хоз. расчёта. Крупное П. о. имеет большие возможности для рациональной организации производств. процесса, снабжения и сбыта и осуществления единой технич. политики. П. о.- важное хоз. звено пром-сти; его деятельность строится на сочетании централизов. руководства с хоз. самостоятельностью и инициативой объединения. П. о. действуют в соответствии с Положением о производственном объединении (комбинате), утверждённом пост. Сов. Мин. СССР от 27 марта 1974. Наряду с этим П. о. иногда пользуется также правами, к-рыми оно может наделяться в установленном порядке мин-вом, ведомством или Сов. Мин. союзной республики. П. о. могут входить в состав всесоюзного или республиканского промышленного объединения. Руководство П. о. осуществляет, как правило, аппарат управления головного предприятия. П. о. возглавляет генеральный директор или директор. На правах консультативного органа в П. о. имеется совет директоров, в к-рый входят руководители всех производств. единиц, а также представитель соответствующего профсоюзного органа. Председателем совета является генеральный директор (директор) объединения. В пром-сти зарубежных социалистич. стран комплексы типа П. о. охватывают целые отрасли и подотрасли и формируются по принципу технологич. однородности произ-ва, единой сырьевой базы или последовательности технологич. процесса. Наиболее распространённой формой объединений, аналогичных советским П. о., являются комбинаты в ГДР и Польше, гос. хоз. орг-ции в Болгарии, концерны и комбинаты в Чехословакии. См. также Научно-производственное объединение. Н. М. Ознобин. ПРОИЗВОДСТВЕННОЕ СОВЕЩАНИЕ, постоянно действующее производственное совещание (ПДПС), в СССР одна из форм социалистич. демократии, обществ. контроля, практич. вовлечения трудящихся масс в управление произ-вом. Функционирует с 1958. Действующее Положение о ПДПС утверждено постановлением Сов. Мин. СССР и ВЦСПС от 18 июня 1973. ПДПС организуются на предприятиях (производств. объединениях, комбинатах) пром-сти, транспорта, в строит., н.-и., проектных, конструкторских орг-циях и в их структурных подразделениях (цехах, отделах, лабораториях и т. п.) при числе работающих не менее 300 чел., а на предприятиях с. х-ва, связи, торговли, бытового обслуживания и др. и в их структурных подразделениях - при 100 и более работающих. Количеств. состав ПДПС определяется общим собранием (конференцией) рабочих и служащих. Членами ПДПС являются рабочие и служащие, представители администрации, партийного, профсоюзного, комсомольского комитетов (бюро), советов научно-технич. общества и общества изобретателей и рационализаторов. ПДПС избираются на срок полномочий профсоюзных комитетов и работают под их руководством. Созываются по мере необходимости, но не реже одного раза в квартал. ПДПС направляет работу на успешное выполнение заданий гос. плана, развитие социалистич. соревнования, полное использование внутр. резервов произ-ва, всемерное повышение производительности труда; содействует ускорению научно-технич. прогресса; участвует в разработке и обсуждении проектов текущих и перспективных планов (социального развития коллектива, организационно-технич. мероприятий, внедрения новой техники, механизации и автоматизации произ-ва), в осуществлении мероприятий, направленных на борьбу с браком, простоями, неритмичной работой, на обеспечение сохранности социалистич. собственности; рассматривает вопросы использования фондов экономич. стимулирования, планы пром., жилищного и культурно-бытового строительства; вносит предложения по совершенствованию методов управления предприятием, орг-цией. Ему предоставлено право заслушивать сообщения руководителей предприятия, орг-ции, структурных подразделений об итогах финансово-хозяйственной деятельности, о выполнении решений, принятых совещаниями. В. Ф. Пархоменко. ПРОИЗВОДСТВЕННО - ТЕРРИТОРИАЛЬНЫЕ СВЯЗИ, взаимоотношения, к-рые устанавливаются между производств. единицами (предприятиями, группами предприятий, отраслями, территориально-производственными комплексами экономич. р-на) в процессе их функционирования. П.-т. с. отражают терр. разделение труда, углубление к-рого усложнило П.-т. с. и в то же время дифференцировало их. В каждой отрасли нар. х-ва (пром-сть, с. х-во) складываются свои системы П.-т. с., обусловленные гл. обр. технико-экономич. особенностями процессов произ-ва и сбыта продукции. Система П.-т. с. производств.-терр. единиц (районов) отражает особенности природных и экономич. условий их развития, а также их производств. структуру. П.-т. с. осуществляются в СССР по единому нар.-хоз. плану. Мерилом рациональности этих связей является минимум совокупных нар.-хоз. затрат на произ-во и доставку потребителю продукции при условии достижения установленных гос. планом производств. результатов. Формирование П.-т. с. начинается с производств. предприятий, применительно к к-рым различают связи по завозу топлива (энергии), сырья и др. исходных материалов, по обслуживанию произ-ва машинами, оборудованием, вспомогат. материалами, по вывозу полуфабрикатов и готовой продукции. Каждый тип связей предприятия может иметь внутрирайонный (местный) и межрайонный характер (см. Межрайонные экономические связи). Как правило, П.-т. с. горнодоб. и с.-х. предприятий являются ближними, в связях же предприятий обрабат. пром-сти значительна доля дальних перевозок. Процессы производств. комбинирования предприятий (при переработке, напр., хим. или с.-х. сырья) в большей степени связаны с образованием ближних П.-т. с., в то время как кооперирование предприятий (в машиностроении или лёгкой пром-сти) во мн. случаях образует дальние связи, особенно при узкой специализации взаимодействующих предприятий (см. Комбинирование в промышленности, Кооперирование в промышленности). Связи производственных объединений, одновременно использующих преимущества как внутриотраслевой и межотраслевой специализации произ-ва, так и его рациональной терр. организации, разнообразны по их экономико-геогр. характеру. Они могут осуществляться в пределах пром. узла, адм. р-на или области, охватывать территорию экономич. р-на или неск. районов. Производств. объединения, осн. на комбинировании, имеют узловой (пром. комбинаты) или кустовой (аграрно-промышленные объединения) тип организации П.-т. с. Объединения, широко использующие принцип кооперирования своих предприятий, отличаются внутрирайонной и межрайонной организацией П.-т. с. Различают производств. связи по текущему потреблению предметов труда (сырьё, топливо, электрич. энергия и т. п.), по обеспечению произ-ва орудиями труда и накоплению предметов труда при расширенном воспроизводстве, по промежуточной продукции (изделия, поступающие в переработку текущего произ-ва) и по конечной продукции, идущей на потребление, возмещение выбывших осн. фондов, создание запасов, экспорт и т. п. Связи бывают внутриотраслевые и межотраслевые, а среди последних - прямые и косвенные. В связях отраслей и предприятий, а также объединений терр. специфика определяется степенью транспортабельности исходного сырья, особенностями его переработки, величиной пространств. разрыва между районами произ-ва и потребления продукции, сравнит. стоимостью единицы готовой продукции и т. д. Повышенная доля внутрирайонных производств. связей характерна, напр., для животноводства, возделывания сах. свёклы, угольной и железорудной пром-сти. П.-т. с. зернового х-ва, машиностроения, нефтяной пром-сти формируют межрайонный обмен. Хоз. взаимоотношения производств.-терр. единиц, носящие общерайонный характер, обусловлены совместным использованием предприятиями и производствами единых источников энергии, воды, вспомогат. материалов и т. п.; собственно производств. связи, вызванные процессами разделения труда между территориально разобщёнными предприятиями производств. объединений, комбинатов или групп кооперирующихся заводов и фабрик, в свою очередь подразделяются на связи по комбинированию, комплексному использованию сырья или отходов, производств. кооперированию, обеспечивающему комплексность выпускаемых изделий, и по обслуживанию осн. произ-ва специфич. вспомогат. материалами (напр., на металлургич. комбинатах - связи по флюсам, формовочным пескам и т. п.). Осн. часть общерайонных и собственно производственных связей обычно осуществляется в границах производственно-терр. комплексов, однако обусловленные научно-технич. революцией процессы совершенствования техники и технологии произ-ва, углубления его специализации, удешевления транспорта и т. д. способствуют "усечению" комплексов, т. е. перемещению отд. стадий произ-ва в более благоприятные для их развития районы, и соответственно увеличению доли внешних связей комплексов по кооперированию, росту объёмов завоза топлива, сырья и материалов, а также вывоза полуфабрикатов и готовой продукции. Соотношение внутр. и внеш. П.-т. с. у производственно-терр. комплексов экономич. р-нов СССР различно. Так, районные комплексы со значительным развитием производств. комбинирования (Донецко-Приднепровский, Уральский) характеризуются высоким удельным весом внутрирайонных связей, а комплексы с широким развитием пром. кооперирования (Центральный, Волго-Вятский, Белорусский), наоборот,- повышенной долей межрайонных связей. В социалистич. странах изучение П.-т. с. позволяет путём их экономико-матем. моделирования выявлять нерациональные связи, устанавливать правильные отраслевые и терр. пропорции и оптимально развивать и размещать произ-во. Гл. причинами нерациональных П.-т. с. обычно являются недостатки терр. размещения произ-ва (напр., отрыв перерабат. производств. мощностей от их сырьевых баз), неправильная технич. структура отд. предприятий (напр., заниженные или завышенные мощности отд. цехов или заводов в составе производств. комбинатов), ошибки в планировании сбыта продукции. В текущих и перспективных нар.-хоз. планах в СССР предусматриваются меры по устранению нерациональных П.-т. с. В зарубежных социалистич. странах П.-т. с. также формируются с учётом нар.-хоз. интересов. Всё возрастающее влияние на структуру и географию их производств. связей оказывают процессы развития социалистич. экономич. интеграции в рамках СЭВ. В капиталистич. странах П.-т. с. определяются рыночной конъюнктурой и во многом носят стихийный характер. В наиболее развитых из них (США, Япония, ФРГ, Франция, Великобритания, Италия) острую форму приобретают противоречия между объективной тягой к оптимизации П.-т. с. и стремлением монополистич. объединений к организации эффективных терр. взаимоотношений между "своими" предприятиями. П.-т. с. крупнейших монополий (напр., нефтяных и нефтехим.) охватывают по существу весь капиталистич. мир, порождая в условиях частной собственности на средства произ-ва и острейшей конкуренции встречные и чрезмерно дальние перевозки, нерациональное использование природных ресурсов, рабочей силы и производств. фондов. Лит.: Колосовский Н. Н., Вопросы типологии производственно-территориальных сочетаний (комплексов), в его кн.: Теория экономического районирования, М., 1969; Никольский И. В., Классификация экономических связей районного производственного комплекса, "Вестник МГУ, серия 5, География", 1971, № 5; Некрасов Н. Н., Экономика СССР - взаимосвязанный народнохозяйственный комплекс, М., 1972; Xруцкий Е. А., Оптимизация хозяйственных связей, М., 1973. О. А. Кибальчич. ПРОИЗВОДСТВЕННО- ТЕРРИТОРИАЛЬНЫЙ КОМПЛЕКС, см. Территориально-производственные комплексы. ПРОИЗВОДСТВЕННЫЕ ОСНОВНЫЕ ФОНДЫ, часть производств. фондов социалистич. предприятий, объединений, к-рая обслуживает ряд производств. циклов и, сохраняя натуральную форму, переносит (передаёт) свою стоимость на новый продукт труда постепенно, частями, в меру износа. П. о. ф. состоят из орудий труда, производств. зданий, сооружений и инвентаря стоимостью не менее 50 руб. и со сроком службы не менее одного года. В состав П. о. ф. в с. х-ве включаются, кроме того, живой скот, ирригационные сооружения, многолетние насаждения. Источником восстановления и расширенного воспроизводства П. о. ф. являются капитальные вложения и амортизационные отчисления (см. Амортизация). Воспроизводство П. о. ф. носит планомерный характер. На 1 янв. 1974 П. о. ф. в СССР в совр. ценах составляли 675 млрд. руб. (62,4% основных фондов нар. х-ва в сопоставимых ценах), по сравнению с 1960 они увеличились в 3,1 раза. В Болгарии за период 1960-73 они возросли почти в 3,5 раза, в Венгрии - в 2,1, в ГДР - в 2, Польше - в 2, Румынии - в 3, МНР - в 2,9 раза. Осн. часть всех П. о. ф. сосредоточена в пром-сти (см. табл. 1). Табл. 1. - Структура производственных основных фондов по отраслям народного хозяйства стран - членов СЭВ (1972), %
П. о. ф. пром-сти и строительства СССР к 1940 увеличились по сравнению с 1913 в 29,4, с. х-ва - в 6,5, транспорта и связи - в 7,6 раза; за период 1940-73 П. о. ф. пром-сти - в 13,8 раза, с. х-ва - в 5,6, транспорта и связи - в 7,8, строительства - в 32,6 раза. Темпы роста П. о. ф. на всех этапах развития нар. х-ва СССР значительно опережали рост численности работающих, и в результате систематически повышалась фондовооружённость труда, что является важным условием роста производительности труда (за 1940-73 фондовооружённость труда повысилась примерно в 6 раз, а производительность - в 5,2 раза). В разных отраслях нар. х-ва и на разных предприятиях одной и той же отрасли неодинаков поэлементный состав П. о. ф. (см. табл. 2). Табл. 2. -Структура производственных основных фондов важнейших отраслей народного хозяйства СССР на 1 янв. 1972 (в совр. ценах), %
Орудия труда составляют активную часть П. о. ф., т. к. их изменения являются решающими в развитии обществ. произ-ва. Механизация произ-ва, рост производительности труда, производств. мощности предприятия определяются преим. ростом именно этой части П. о. ф. Однако анализ поэлементной структуры П. о. ф. пром-сти за период 1928-73 показывает нек-рое понижение доли активной части и повышение пассивной, гл. обр. за счёт сооружений. Это объясняется прежде всего резкими сдвигами в отраслевой структуре пром. продукции: доля отраслей группы "А" в общем объёме продукции повысилась соответственно с 39,5 до 74%. Между тем в отраслях этой группы (особенно в электроэнергетике, нефтяной, угольной, цементной пром-сти) доля сооружений в составе П. о. ф. в неск. раз выше, чем в лёгкой и пищевой пром-сти. Заметное влияние на поэлементную структуру П. о. ф. пром-сти оказали изменения в её геогр. размещении: капитальное стр-во в послевоен. годы в большой степени осуществлялось в вост. р-нах, мало обжитых и хозяйственно не освоенных, в связи с чем доля пассивной части П. о. ф. в пром-сти значительно возросла. Повышение эффективности социалистич. произ-ва в значит. степени связано с такими экономич. факторами, как увеличение выпуска продукции с единицы оборудования, повышение коэффициента сменности, ликвидация простоев, сокращение сроков освоения вновь вводимых в действие мощностей, дальнейшая интенсификация производств. процессов. В условиях научно-технич. прогресса происходит не только количеств. рост П. о. ф., но и качеств. улучшение их, что также способствует повышению эффективности обществ. произ-ва. Обобщающий показатель эффективности использования П. о. ф.- фондоотдача. Важными условиями улучшения этого показателя являются: рациональная загрузка оборудования, к-рая характеризует степень активности работы машин и других элементов П. о. ф. (см. Коэффициент сменности оборудования); ускоренная амортизация; замена и модернизация морально устаревших машин и повышение технич. уровня парка оборудования (см. Моральный износ). Экономич. реформа (1966) усилила заинтересованность предприятий в росте фондоотдачи, поскольку увеличение объёма выпускаемой (и реализуемой) продукции способствует повышению суммы прибыли, уровня рентабельности предприятий. Лит.: Материалы XXIV съезда КПСС, М., 1971, с. 62-63, 144, 247; Остроумов В. С., Шевчук А. В., Основные фонды СССР, М., 1963; Бунич П. Г., Эффективность использования основных фондов, М., 1966; Воспроизводство основных фондов в СССР, М., 1970; Иванов Е. А., Воспроизводство и использование основных фондов, М., 1968; Народнохозяйственная эффективность основных фондов и методы ее экономической оценки, М., 1973. Л. М. Кантор. ПРОИЗВОДСТВЕННЫЕ ОТНОШЕНИЯ, совокупность материальных экономич. отношений между людьми в процессе обществ. произ-ва и движения обществ. продукта от произ-ва до потребления. П. о. являются необходимой стороной обществ. произ-ва. "В производстве люди вступают в отношения не только к природе. Они не могут производить, не соединяясь известным образом для совместной деятельности и для взаимного обмена своей деятельностью. Чтобы производить, люди вступают в определенные связи и отношения, и только в рамках этих общественных связей и отношений существует их отношение к природе, имеет место производство" (Маркс К., см. Маркс К. и Энгельс Ф., Соч., 2 изд., т. 6, с. 441). В процессе труда складываются отношения, обусловленные потребностями технологии и организации произ-ва, напр. отношения между рабочими различных специальностей, между организаторами и исполнителями, связанные с технологич. разделением труда внутри производств. коллектива или в масштабах общества. Это - производственно-технические отношения. Но в произ-ве, кроме этих отношений, между людьми складываются также экономич. отношения. Производственно-экономич. отношения, или, как их обычно называют, П. о., отличаются от производственно-технических тем, что они выражают отношения людей через их отношения к средствам произ-ва, т. е. отношения собственности. Если средства произ-ва находятся в руках всего общества и тем самым его экономич. основу составляет обществ. собственность - как это имеет место при социализме,- то между членами общества складываются П. о. сотрудничества и взаимопомощи. Напротив, если средства произ-ва находятся в руках части общества, в руках частных собственников, то утверждаются отношения эксплуатации человека человеком, при к-рых собственник выкачивает из непосредств. производителя неоплаченный прибавочный труд и присваивает либо сам труд, либо его результаты. Люди, лишённые всех или осн. средств произ-ва, неизбежно оказываются в экономич. зависимости от собственников средств произ-ва, что предопределяет отношения господства и подчинения между ними. Исторически конкретными видами эксплуататорских П. о. являются отношения рабовладельч., феод. и капиталистич. общественно-экономич. формаций. Кроме основных, существуют также переходные П. о., когда в рамках одного и того же уклада х-ва сочетаются элементы различных типов П. о. (напр., гос. капитализм в условиях диктатуры пролетариата). Отношения собственности пронизывают все сферы экономич. отношений - произ-ва, обмена, распределения и потребления материальных благ, и обусловливают распределение средств произ-ва и распределение людей в структуре обществ. произ-ва (классовую структуру общества). Непосредственно в процессе произ-ва различные отношения собственности находят выражение в способе соединения производителя со средствами произ-ва. Так, в капиталистич. обществе рабочий может соединяться со средствами произ-ва, лишь продав свою рабочую силу капиталисту. В социалистич. обществе средства произ-ва принадлежат самим трудящимся. Здесь собственником осн. средств произ-ва выступает социалистич. гос-во. Этим определяются и характер отношений между людьми в процессе произ-ва, и формы распределения материальных благ. П. о. придают всем обществ. явлениям и обществу в целом исторически определённое социальное качество. Само выделение П. о. как объективных, материальных, от сознания людей не зависящих отношений из всей суммы обществ. отношений составляет центр. пункт в выработке материалистич. понимания истории. В работе "К критике гегелевской философии права" (1843) К. Маркс пришёл к выводу, что имуществ. отношения людей составляют основу гражд. общества. В дальнейшем имуществ. отношения были поняты Марксом как отношения, складывающиеся в процессе произ-ва. В. И. Ленин отмечал, что в "Святом семействе" (1845) ч...Маркс подходит к основной идее всей своей „системы"... - именно к идее общественных отношений производства" (Полн. собр. соч., 5 изд., т. 29, с. 16). В "Немецкой идеологии" (1845-46) Маркс и Энгельс выделяют две стороны производства - производительные силы и зависящие от них обществ. отношения людей в произ-ве, к-рые определяются в этой работе как "формы общения". Сам термин "П. о." был выработан Марксом позже ("Манифест Коммунистической партии", 1848, и др.). Выделение экономич. П. о. из всей суммы обществ. отношений явилось основой науч., объективного подхода к анализу ист. процесса. П. о. дают объективный критерий для отграничения одной ступени обществ. развития от другой, для выделения общего, повторяющегося в истории разных стран и народов, находящихся на одной ступени обществ. развития, т. е. для выделения конкретно-ист. типов общества - общественно-экономич. формаций, и тем самым открывают путь познания законов развития человеческой истории. Игнорирование П. о., в рамках к-рых совершается труд, приводит к тому, что всякий трудовой процесс сводится к нек-рым общим моментам, и тогда ист. эпохи различаются между собой только уровнем технич. вооружённости труда, исчезают коренные экономич. различия между разными обществ. формациями. В этом и состоит существо методологии т. н. технологического детерминизма, к-рая нашла своё проявление в бурж. теориях "стадий экономич. роста", "единого индустриального общества" и др., к-рые оценивают различные общества только с точки зрения уровня их технич. развития. В то же время отрицание зависимости П. о. от уровня развития производит. сил ведёт к волюнтаризму и произволу в политике. П. о. являются социальной формой производительных сил. Вместе они составляют две стороны каждого способа произ-ва и связаны друг с другом по закону соответствия П. о. характеру и уровню развития производит. сил. Согласно этому закону, П. о. складываются в зависимости от характера и уровня развития производит. сил как форма их функционирования и развития. В свою очередь, П. о. воздействуют на развитие производит. сил, ускоряя или тормозя их развитие. В ходе этого развития возникают противоречия между возросшими и изменившимися производит. силами и устарелыми П. о., к-рые могут быть разрешены лишь путём изменения П. о. и приведения их в соответствие с производит. силами. В антагонистич. обществе разрешение этого противоречия осуществляет социальная революция. Диалектика производит. сил и П. о. вскрывает причины самодвижения произ-ва и тем самым сущность всего ист. процесса (см. Способ производства, Формация общественно-экономическая ). Являясь формой развития производит. сил, П. о., будучи первичными материальными обществ. отношениями, выступают в качестве базиса по отношению к идеологии, идеологии, отношениям и учреждениям - обществ. надстройке (см. Базис и надстройка). В совокупности всех своих социальных функций - и как форма производит. сил, и как базис общества - П. о. образуют экономич. структуру обществ. формации. П. о. коммунистич. формации коренным образом отличаются от П. о. всех антагонистич. формаций господством обществ. собственности на средства произ-ва, отсутствием эксплуатации и социальных антагонизмов. Они являются базисом идейно-политич. единства всего общества. П. о. коммунистич. формации имеют своеобразные закономерности своего возникновения. Они не формируются в недрах предшествующей формации, а возникают в результате социалистич. революции, установления диктатуры пролетариата, к-рая используется как рычаг для преобразования экономич. отношений. Характер развития П. о. коммунистич. формации также качественно отличается от развития П. о. предшествующих обществ. Во-первых, противоречия, возникающие в развитии социалистич. способа произ-ва, разрешаются не путём устранения социалистич. П. о., а путём их развития при сохранении их качеств. определённости как отношений сотрудничества и взаимопомощи. Во-вторых, в антагонистич. обществе противоречия между производит. силами и П. о. разрешались в интересах одной социальной группы (класса) в ущерб другой, при социализме же они разрешаются в интересах всего общества. Формирование социалистич. П. о. начинается в переходный период от капитализма к социализму, когда происходит замена частной собственности общественной в результате экспроприации частной собственности, основанной на присвоении чужого труда, и кооперирования собственности мелких производителей, основанной на личном труде. Социалистич. П. о. характеризуются наличием двух форм обществ. собственности на средства произ-ва - государственной и кооперативной,- обусловливающей отношения взаимопомощи, коллективизма, товарищеского сотрудничества свободных от эксплуатации людей, распределение по количеству и качеству труда. Развитие социалистич. П. о. есть их совершенствование и постепенное перерастание в коммунистич. П. о. на основе и в процессе создания материально-технич. базы коммунизма. Серьёзное влияние на этот процесс оказывает научно-техническая революция, её органич. соединение с преимуществами социалистич. системы хозяйства. По мере развития производит. сил и производительности труда главным становится постепенное сближение и слияние двух форм социалистич. собственности и создание единой общенар. собственности на орудия и средства произ-ва, стирание существенных различий между городом и деревней, между умств. и физич. трудом, стирание социальных различий между рабочими, крестьянами и интеллигенцией, постепенный переход от распределения по труду к распределению по потребностям, установление полного социального равенства, всестороннее развитие самого человека. Лит.: Маркс К. и Энгельс Ф., Немецкая идеология. Соч., 2 изд., т. 3, разд. 1; их же, Манифест Коммунистической партии, там же, т. 4; Маркс К., Нищета философии, там же; его же, Наемный труд и капитал, там же, т. 6; его же, Введение (Из экономических рукописей 1857 -1858 гг.), там же, т. 12; его же, К критике политической экономии. Предисловие, там же, т. 13; его же, Капитал, т. 1, там же, т. 23; Энгельс Ф., Анти-Дюринг, разд. 2, 3, там же, т. 20; Ленин В. И., Что такое "друзья народа" и как они воюют против социал-демократов?, Полн. собр. соч., 5 изд., т. 1; его же, Развитие капитализма в РОССИИ, там же, т. 3; его же, Империализм, как высшая стадия капитализма, там же, т. 27; его же, Очередные задачи Советской власти, там же, т. 36; его же, О кооперации, там же, т. 45; Программа КПСС (Принята XXII съездом КПСС), М., 1973; Основы марксистско-ленинской философии, 3 изд., М., 1974; Политическая экономия, М., 1973. В. Ж. Келле, М. Я. Ковальзон. ПРОИЗВОДСТВЕННЫЕ ПРОФСОЮЗЫ, профсоюзы, организованные по производств. принципу, т. е. объединяющие рабочих и служащих различных профессий в масштабе предприятия, отрасли произ-ва. Производств. принцип построения профсоюзов (одно предприятие - одна профорганизация; одна отрасль - один профсоюз) позволяет в отличие от цехового принципа (см. Цеховые профсоюзы) устранить разобщённость работников различных профессий, вовлечь в профсоюзы широкие слои как квалифицированных, так и неквалифицированных рабочих. Движение за создание профсоюзов на основе производств. принципа, в противовес господствовавшему цеховому, стало развиваться в нач. 20 в. Под влиянием роста массового рабочего движения в капиталистич. странах в ряде профорганизаций (Всеобщая конфедерация труда Франции, Всеобщая итальянская конфедерация труда, значит. часть профсоюзов Великобритании, США и др.) восторжествовал производств. принцип. По производств. принципу построены профсоюзы СССР и др. социалистич. стран. ПРОИЗВОДСТВЕННЫЕ ФОНДЫ, орудия и предметы труда, здания и сооружения социалистич. предприятий и объединений, необходимые для материального произ-ва. По характеру участия в производств. процессе и способу перенесения стоимости на готовый продукт П. ф. подразделяются на основные и оборотные. См. Оборотные фонды, Оборот основных и оборотных фондов, Производственные основные фонды. ПРОИЗВОДСТВЕННЫЕ ФОНДЫ СЕЛЬСКОГО ХОЗЯЙСТВА, средства произ-ва, применяемые в с. х-ве. В состав П. ф. с. х. входят здания, постройки, сооружения, с.-х. техника и оборудование, скот, семена, корма и удобрения. В условиях научно-технич. революции в П. ф. с. х. наиболее быстро увеличивается доля с.-х. машин, оборудования, минеральных удобрений и кормов. Укрепление экономики колхозов и совхозов в СССР (производств. кооперативов и госхозов в зарубежных социалистич. странах), увеличение капиталовложений в с. х-во послужили основой роста П. ф. с. х. Так, в 1973 П. ф. с. х. СССР (включая скот) увеличились по сравнению с 1965 в 1,85, а без скота - в 2,1 раза. Постоянный рост П. ф. с. х. является материально-технич. основой индустриализации с. х-ва, связанной с созданием аграрно-промышленных объединений и формированием аграрно-пром. комплекса экономики. ПРОИЗВОДСТВЕННЫЙ БРАК, по сов. праву продукция (изделия, полуфабрикаты, детали и т. д.), не соответствующая по качеству стандартам, техническим условиям и др. нормативно-технической документации. Различают П. б. исправимый и окончательный. К исправимому относится продукция, к-рую технически возможно и экономически целесообразно исправить в условиях предприятия; к окончательному - изделия с дефектами, устранение к-рых технически невозможно или экономически невыгодно. Такие изделия подлежат утилизации как отходы производства. Причинами брака могут быть неправильная наладка станка, неисправность оборудования и инструмента, ошибки в нормативно-технич. документации - нормалях, чертежах и др., нарушение технологич. дисциплины, недостаточная квалификация рабочего и т. д. Признаки П. б.- несоответствие качества детали или изделия предъявляемым технич. требованиям (неправильность размеров, нарушение установленной рецептуры продукта и др.). Выявление брака возлагается на рабочих, мастеров и работников отдела технич. контроля. Основанием для учёта П. б., анализа и разработки мероприятий по его устранению и т. п. служит "извещение о браке", в к-ром указываются его причины и виновники. Для анализа причин используется "Классификатор брака", содержащий систематизированный перечень причин и виновников брака. Оплата П. б. зависит от степени годности продукции и вины работника. Полный П. б. по вине работника оплате не подлежит, частичный - оплачивается в пониженном размере в зависимости от степени годности продукции. Продукция, оказавшаяся полным П. б. не по вине рабочего или служащего, оплачивается в размере 2/3 тарифной ставки повременщика соответств. разряда; частичный П. б. оплачивается по пониженным расценкам в зависимости от степени годности продукции, но не ниже 2/3 тарифной ставки. Месячная заработная плата в этих случаях не может быть меньше установленного миним. размера. П. б. изделий, происшедший вследствие дефекта в обрабатываемом металле (несоответствие качества материала, раковина или трещина в металле), обнаруженный после затраты на обработку или сборку детали не менее 1 рабочего дня, оплачивается по сдельным расценкам. П. б. не по вине работника, обнаруженный после приёмки изделия отделом технич. контроля, оплачивается наравне с годными изделиями. На период освоения новых произ-в П. б. не по вине работника оплачивается из расчёта тарифной ставки повременщика соответствующего разряда. П. б. учитывается в натуральном и стоимостном (денежном) выражении. Все финанс. потери за минусом стоимости отходов и удержаний за брак относятся на выпущенную продукцию и включаются в её фактич. себестоимость. Поэтому чем больше размер потерь от брака, тем выше фактич. себестоимость годной продукции, меньше размер прибыли предприятия. Снижение П. б. обеспечивается орга-низационно-технич. мероприятиями: механизацией и автоматизацией производств. процессов, содержанием оборудования и оснастки в исправном состоянии, внедрением передовых форм и методов технич. контроля и др. Большое значение для предупреждения П. б. имеют система бездефектного изготовления продукции, строгое соблюдение технологич. дисциплины на рабочем месте, правильная организация труда, повышение квалификации рабочих, развитие социалистич. соревнования за высокое качество продукции, материальное и моральное поощрение работников за изготовление высококачеств. продукции. Е. С. Васильева, В. И. Никитинский. ПРОИЗВОДСТВЕННЫЙ ЦИКЛ, период пребывания предметов труда (сырья и материалов) в производств. процессе с начала изготовления до выпуска готового продукта. П. ц. охватывает рабочий период и длительность перерывов в произ-ве, обусловленных физ., хим., биол. (естественными) процессами (напр., дубление кожи и т. п.) или природой предметов труда, технологией и организацией произ-ва. П. ц., являясь частью времени производства, отличается от него на период, в течение к-рого предметы труда находятся в производств. запасах. Сокращение П. ц. ускоряет выпуск продукции и способствует лучшему использованию производств. фондов (см. Основные фонды, Оборотные фонды), ускорению оборачиваемости оборотных средств (при социализме), обороту капитала (при капитализме). Важнейшими факторами сокращения П. ц. являются внедрение передовой технологии и автоматизация производств. процессов. ПРОИЗВОДСТВО материальное, процесс создания материальных благ, необходимых для существования и развития общества; преобразование и "...присвоение индивидуумом предметов природы в пределах определенной общественной формы и посредством нее" (Маркс К., см. Маркс К. и Энгельс Ф., Соч., 2 изд., т. 12, с. 713). П. представляет собой естественное условие человеческой жизни и материальную основу Других видов деятельности. П. существует на всех ступенях развития человеческого общества. Его содержание определяет процесс труда, к-рый предполагает следующие три момента: целесообразную деятельность, или самый труд; предмет труда, т. е. всё то, на что направлена целесообразная деятельность человека; средства труда, прежде всего орудия труда - машины, оборудование, инструменты, с помощью к-рых человек преобразует предметы труда, приспосабливая их для удовлетворения своих потребностей. Продукт материального П.- материальное благо, к-рое представляет собой соединение вещества природы и труда. Материальное благо удовлетворяет потребности человека и общества непосредственно, как жизненное средство, как предмет потребления, и опосредствованно - как средство произ-ва. Предметы потребления используются только для личного потребления и удовлетворяют естеств. потребности людей в пище, одежде, жилище, а также духовные потребности. Средства произ-ва состоят из предметов труда и средств труда и используются только для производит. потребления. Материальное П. отличается от др. видов человеческой деятельности, в т. ч. от нематериального П. Гл. критерий материального П. - воздействие на вещество природы при помощи средств труда. П. есть прежде всего отношение людей к природе. Но люди не производят материальные блага, в одиночку. Они создают их сообща, вступая при этом в определённые производственные отношения. Поэтому П. материальных благ всегда является обществ. произ-вом. П. имеет две стороны: производительные силы, выражающие отношения общества к силам и предметам природы, овладевая к-рыми люди добывают материальные блага, и производств. отношения, к-рые характеризуют отношения людей друг с другом в процессе произ-ва. П., рассматриваемое как единство производит. сил и производств. отношений, составляет способ производства материальных благ, к-рый определяет характер данного общества. Обществ. П., взятое в целом, охватывает как непосредств. процесс П. материальных благ, так и их обмен, распределение и потребление. В этом единстве имеется диалектич. взаимосвязь и взаимообусловленность, но примат принадлежит непосредственно процессу П. Буржуазная политич. экономия отрывает эти части целого, в частности распределение от П. Критикуя буржуазных экономистов, Маркс писал: "Распределение в самом поверхностном понимании выступает как распределение продуктов и, таким образом, представляется дальше отстоящим от производства и якобы самостоятельным по отношению к нему. Однако прежде чем распределение есть распределение продуктов, оно есть: 1) распределение орудий производства и 2)- что представляет собой дальнейшее определение того же отношения - распределение членов общества по различным родам производства..." (там же, т. 12, с. 722). Маркс подчёркивает, что такого рода распределение составляет исходный момент П. и определяет распределение продуктов труда. Обществ. П. состоит из двух крупных подразделений: произ-ва средств производства (I подразделение) и произ-ва предметов потребления (II подразделение) (см. Воспроизводство). П. развивается в соответствии с действием объективных экономич. законов, определяющим среди к-рых является основной экономич. закон, присущий каждому способу произ-ва. Капиталистич. П., базирующееся на частной собственности на средства произ-ва и эксплуатации наёмного труда капиталом, развивается в соответствии со стихийно действующими экономич. законами; оно прерывается экономич. кризисами, подчинено цели извлечения максимальной прибыли, присваиваемой капиталистами. В социалистич. обществе П. базируется на обществ. собственности на средства произ-ва, развивается планомерно, быстрыми темпами в целях удовлетворения постоянно растущих материальных и культурных потребностей всех членов общества и всестороннего развития личности. В СССР, согласно принятой классификации, к сфере материального П. относятся следующие отрасли нар. х-ва: пром-сть, с. х-во, лесное х-во, водное х-во, транспорт грузовой, связь (по обслуживанию предприятий производств. сферы), стр-во, торговля и обществ. питание, материально-технич. снабжение и сбыт, заготовки, пр. виды деятельности сферы материального П. Такие отрасли, как торговля и обществ. питание, а также материально-технич. снабжение и сбыт, отнесены к материальному П. потому, что в них преобладают производств. операции. Совр. П. развивается в условиях научно-технической революции, гл. содержанием к-рой является автоматизация производства. С автоматизацией П. происходит передача машинам функций управления. На этой основе технический базис П. поднимается на качественно новую ступень и освобождается практически от всех ограничений, которые связаны с естеств. возможностями рабочей силы. В результате обеспечивается поистине безграничный рост производительности труда. Автоматизация коренным образом меняет место человека в П. и характер его труда. Труд из непосредственно включённого в процесс П. превращается в функцию контроля и регулирования. "Вместо того чтобы быть главным агентом процесса производства, рабочий становится рядом с ним" (там же, т. 46, ч. 2, с. 213). Научно-технич. революция означает также изменение в энергетич. базе П., в характере предметов труда. В совр. П. наука становится непосредственно производит. силой. Лит.: Маркс К., Капитал, т. 1, Маркс К. и Энгельс Ф., Соч., 2 изд., т. 23; его же, Из рукописного наследства, там же, т. 12; Методические указания к составлению государственного плана развития народного хозяйства СССР, М., 1969; Киперман Г. Я., Классификация отраслей народного хозяйства СССР, М., 1964; Запольская В. В., Непроизводственная сфера в СССР и перспективы ее дальнейшего развития, Воронеж, 1966; Козак В. Е., Производительный и непроизводительный труд, К., 1971; Солодков М. В., Полякова Т. Д., Овсянников Л. Н., Теоретические проблемы услуг и непроизводственной сферы при социализме, М., 1972. М. В. Солодков. ПРОИЗВОДСТВО ЭНТРОПИИ, энтропия, возникающая в физ. системе за единицу времени в результате протекающих в ней неравновесных процессов. П. э., отнесённое к единице объёма, наз. локальным. Если термодинамич. силы Хi (напр.,
градиенты темп-ры, концентраций компонентов или их хим. потенциалов,
массовой скорости, а в гетерогенных системах - конечные разности
термодинамич. параметров) создают в системе сопряжённые им потоки Ji
(теплоты, вещества, импульса и др.), то локальное П. э. а в такой неравновесной
системе равно
где т - число действующих термодинамич.
сил. Полное П. э. равно интегралу от а по объёму системы. Если термодинамич.
потоки и силы постоянны в пространстве, то полное П. э. отличается от локального
лишь множителем, равным объёму системы. Потоки Ji связаны
с вызывающими их термодинамич. силами Хi линейными соотношениями
где Lik, - кинетич. коэффициенты
(см. Онсагера теорема). Следовательно, П. э.
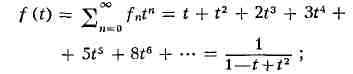
Т. е. является квадратичной формой от термодинамич. сил. П. э. отлично от нуля и положительно для необратимых процессов (критерий необратимости о не равно 0). В стационарном состоянии П. э. минимально (Пригожина теорема). Конкретное выражение для входящих в П. э. кинетических коэфф. через потенциалы взаимодействия частиц определяется методами неравновесной статистич. термодинамики. Лит. см. при ст. Термодинамика неравновесных процессов. Д. Н. Зубарев. ПРОИЗВОДЯЩАЯ ФУНКЦИЯ последовательности
fa, f1, ..., fn, ..., функция
(в предположении, что этот степенной
ряд сходится хотя бы для одного значения t на равно 0). П. ф. называют
также гене-ратрисой. Последовательность fо, f1,...,
fn, ... может быть как числовая, так и функциональная; в последнем
случае П. ф. зависит не только от t, но и от аргументов функций
fn. Напр., если fn = aqn, где а
и q - постоянные, то П. ф.
если fn = Тп(х) - Чебышева
многочлены: То(х) = 1, Тn(х) = cos (n
arc cos x), то П. ф.
и т. д. Знание П. ф. последовательности часто облегчает изучение свойств последней. П. ф. применяются в теории вероятностей, в теории функций и в алгебре (в теории инвариантов). Впервые метод П. ф. был применён П. Лапласом для решения нек-рых проблем теории вероятностей. Лит.: Феллер В., Введение в теорию вероятностей и ее приложения, пер. с англ., 2 изд., т. 1 - 2, М., 1967; Натансон И. П., Конструктивная теория функций, М.- Л., 1949. ПРОИЗВОЛЬНАЯ ПРОЕКЦИЯ, см. в ст. Картографические проекции. ПРОИСХОЖДЕНИЕ ЖИЗНИ, одна из центральных проблем естествознания. Теологи и философы-идеалисты (финалисты, холисты, органицисты и др.) утверждают, что возникновение жизни есть результат творческого акта духовного начала, "высшего интеллекта", бога. В противоположность этому материалисты считают, что жизнь по своему происхождению материальна и возникла естественным путём на основе общих законов природы. Однако господствовавший в естествознании в кон. 19- нач. 20 вв. механистич. материализм, пытавшийся познать жизнь на основе уподобления организма машине (см. Механицизм), оказался бессильным рационально разрешить проблему П. ж. Только диалектико-материалистич. подход к этой проблеме открыл путь к её разрешению, на что указывал Ф. Энгельс в "Диалектике природы". В течение первых двух десятилетий 20 в. господствовали два представления о П. ж. на Земле. Согласно одному из них, жизнь была занесена на Землю извне (см. Панспермия); согласно другому. П. ж.- результат случайного образования единичной "живой молекулы", в строении к-рой был заложен весь план дальнейшего развития жизни. Оба эти представления исключали возможность науч. подхода к решению проблемы П. ж., будучи, по меткому выражению англ. учёного Дж. Бернала, лишь "лукавыми уловками ума", стремящегося уклониться от разрешения этой проблемы. Начало систематич. разработке проблемы П. ж. было положено в 1924 в связи с выходом в свет работы А. И. Опарина "Происхождение жизни", в к-рой впервые была сформулирована естественнонаучная концепция П. ж. на Земле, согласно к-рой возникновение жизни - результат длит. эволюции материи. Обобщив накопленный естествознанием фактич. материал, Опарин проследил в естественноисторич. аспекте образование и последующую эволюцию органич. соединений, простейших структур, энергетич. процессов и биохимич. функций, к-рые могли иметь место на Земле в период возникновения и становления жизни. Как отмечает Дж. Бернал (1967), эта теория легла в основу почти всех совр. представлений о П. ж. На основе накопившегося за 50 лет фактич. материала возникновение жизни на Земле следует рассматривать как закономерный процесс эволюции углеродистых соединений. Совр. радиоастрономич. данные о наличии углеродистых соединений в межзвёздной среде, изучение кометных спектров и химич. состава метеоритов показывают, что органич. вещества возникали не только до появления жизни (что категорически отрицалось прежде), но и до формирования нашей планеты. Следовательно, органич. вещества абиогенного происхождения (см. Абиогенез) присутствовали на Земле уже при её образовании. Химич. и палеонтологич. исследования древнейших докембрийских отложений и особенно многочисленные модельные эксперименты, воспроизводящие условия, к-рые господствовали на поверхности первобытной Земли, позволили понять, как в этих условиях происходило образова ние всё более и более сложных органич. веществ, в т. ч. полипептидов и полинуклеотидов. Т. о., абиогенное образование простейших углеводородов - первая ступень в развитии органич. материи - не вызывает сомнений. Крупнейшим вкладом в развитие теории П. ж. явились предположения А. И. Опарина и амер. учёного Г. Юри о том, что первичная атмосфера Земли имела восстановительные свойства и на определённом этапе своего развития должна была содержать наряду с газообразным водородом и парами воды соединения углерода (в виде метана -СН4 и циана -CN) и азота (в виде аммиака -NH3). С течением времени состав атмосферы постепенно изменялся: в ней всё более возрастало содержание кислорода (в результате возникновения начальных анаэробных форм жизни) и она начала приобретать окислительные свойства. Установлено, что Земля возникла св. 4,5 млрд. лет назад, а первые признаки жизни появились на ней 2-3 млрд. лет назад. Следовательно, в течение значит. времени существования Земли на ней не было жизни. В этот период, наз. периодом химической эволюции, протекали разнообразные химич. превращения, приводившие к образованию сложных органич. веществ, ставших в дальнейшем компонентами сначала фазовообособленных систем органич. веществ - т. н. пробионтов, а затем и простейших клеток - протоклеток, обладавших свойствами живого. Лишь возникновение последних положило начало биологической эволюции. Представления о химич. эволюции вещества на пути к возникновению жизни подтверждены рядом экспериментальных работ, в процессе к-рых были осуществлены абиогенные синтезы важнейших органич. соединений в системах, моделирующих химич. состав первичной земной атмосферы. Эти работы - одно из основных доказательств правомерности теории П. ж., выдвинутой сов. учёными. Начало серии работ по абиогенному синтезу было положено американским учёным С. Миллером (1953), синтезировавшим ряд аминокислот при пропускании электрического разряда через смесь газов, предположительно составлявших первичную земную атмосферу. Сов. учёные А. Г. Пасынский и Т. Е. Павловская (1956) показали возможность образования аминокислот при ультрафиолетовом облучении газовой смеси формальдегида и солей аммония. Исп. учёный X. Оро (1960) осуществил абиогенный синтез пуринов, пиримидинов, рибозы и дезоксирибозы - компонентов нуклеиновых кислот. Амер. учёные абиогенно синтезировали аденозинтрифосфорную к-ту (АТФ) - осн. форму накопления энергии в живых организмах (С. Поннамперума, 1970), а также аминокислоты, полипептиды и белковоподобные вещества (С. Фокс, 1969). Этими экспериментами было доказано, что абиогенное образование органич. соединений во Вселенной могло происходить в результате воздействия тепловой энергии, ионизирующего и ультрафиолетового излучений, электрических разрядов. Первичным источником этих форм энергии служат термоядерные процессы, протекающие в недрах звёзд. Обширные геологические исследования показывают, что на поверхности земного шара в ранний геосинклинальный период её орогенического цикла воды, пропитывающие земной грунт, непрерывно перемещали растворённые в них вещества из мест их образования в места накопления и концентрирования. При этом наряду с синтезом всё более сложных органич. веществ на одних и тех же субвитальных территориях имел место и их распад, а затем и новый синтез. Такие процессы могли приводить к многократному возникновению пробионтов. Подобное представление полностью исключает гипотезу о случайном характере П. ж. Особое значение имеет это представление для понимания перехода химич. эволюции в биологическую. Такой переход обязательно должен был быть связан с возникновением многомолекулярных фазовообособленных открытых систем, способных взаимодействовать с внешней средой, т. е. расти и развиваться, используя её вещества, энергию и тем самым преодолевая нарастание энтропии. Модельные опыты с фазовообособленными системами, или пробионтами, проводимые, в частности, А. И. Опариным и сотрудниками с коацерватными каплями (см. Коацервация), выделяющимися из водного раствора разнообразных органич. полимеров, показали, что эти системы обладают способностью поглощать из окружающего их раствора разнообразные богатые энергией вещества и за их счёт расти, увеличиваясь в размерах и массе. При этом скорость указанного процесса определяется свойственной каждой индивидуальной капле химич. и пространственной организацией, так что две разновидности капель, находящиеся в одинаковом растворе, ведут себя различно. Одни растут быстро, тогда как рост других замедлен и может даже происходить их полный распад. Описанные модельные опыты показывают возможность примитивного "отбора" капель в зависимости от характера их взаимодействия с внешней средой. С. Фокс с сотрудниками (с 1964) исследует микросферы - шаровидные образования, возникающие при растворении и последующей конденсации полученных им абиогенно белковоподобных веществ. Показано, что в процессе синтеза этих веществ из аминокислот образуются гуанин и жирные к-ты. Это даёт основание считать микросферы интересным объектом для изучения одного из путей появления клеток. Возможным путём возникновения фазовообособленных систем органических веществ могло быть и спонтанное образование поверхностных плёнок и элементарных мембран (англ. учёный Р. Голдэйкр, 1963). Независимо от того, какой из путей образования индивидуальных многомолекулярных систем, исходных для дальнейшего отбора и эволюции, будет признан наиболее вероятным, незыблемым остаётся представление о химич. эволюции материи на пути к возникновению жизни. В литературе ещё довольно часто высказывается положение, согласно которому для исходного образования живых систем было необходимо, чтобы в гидросфере Земли первоначально (ещё на молекулярном уровне) возникли внутренне организованные и целесообразно построенные белковые вещества и нуклеиновые к-ты. Самосборка их молекул будто бы и привела к формированию первичных организмов. В этом случае непонятно, как могли возникнуть сами по себе молекулы белков и нуклеиновых к-т, обладавшие не только строго определённым внутримолекулярным строением, но и хорошо приспособленные к осуществлению функций, к-рые они будут выполнять в образовавшихся из них целостных живых системах. Возникновение и совершенствование приспособленности внутримолекулярного строения белков и нуклеиновых к-т к выполняемым ими в организмах функциям могло происходить только на основе естественного отбора, к-рому подвергались целостные эволюирующие системы - пробионты - и возникавшие из них живые существа. В результате длительной эволюции и естеств. отбора пробионты превратились в системы более высокого порядка, какими являются живые организмы. Появление нуклеиновых к-т как носителей генетич. информации и ферментов как биохим. катализаторов не могло привести к возникновению жизни без системы, обеспечивающей передачу информации первых и постоянный синтез вторых. Именно поэтому невозможно представить себе, что "началом жизни" была единичная молекула нуклеиновой к-ты, или нуклеопротеида (вирус). Возникшая в дальнейшем на основе формирования генетического кода способность к передаче наследственной информации от предков к потомкам стала одним из основных свойств организмов. Конечно, то, что происходило на Земле, могло иметь место и в др. областях Вселенной. На этом основана уверенность в том, что жизнь существует не только на нашей планете. Однако достоверные признаки жизни ещё не обнаружены ни на ближайших к нам планетах Солнечной системы, ни в мировом пространстве. Лит.: Энгельс Ф., Диалектика природы, Маркс К., Энгельс Ф., Соч., 2 изд., т. 20; Опарин А. И., Происхождение жизни, М., 1924; его же, Возникновение и начальное развитие жизни, [М., 1966]; его же, Философский и естественноисторический аспект проблемы происхождения жизни, "Изв. АН СССР. Сер. биологическая", 1970, № 5; его же, История возникновения и развития теории происхождения жизни, там же, 1972, № 6; Бернал Дж., Возникновение жизни, пер. с англ., М., 1969; Руттен М. Г., Происхождение жизни (естественным путем), пер. с англ., М., 1973; Calvin M., Chemical evolution, Oxf., 1969. См. также лит. при ст. Жизнь. А. И. Опарин, Г. А. Деборин. "ПРОИСХОЖДЕНИЕ СЕМЬИ, ЧАСТНОЙ СОБСТВЕННОСТИ И ГОСУДАРСТВА", работа Ф. Энгельса, в к-рой дан диалектико-материалистич. анализ истории человеческого общества на ранних этапах его развития, раскрыт процесс разложения родового строя и возникновения классовых отношений, основанных на частной собственности, исследована эволюция форм семьи, объяснено происхождение и вскрыта сущность гос-ва как орудия классового господства, обоснована неизбежность отмирания гос-ва с переходом к бесклассовому, коммунистич. обществу. Написана и опубл. в 1884; во 2-е изд. Соч. К. Маркса и Ф. Энгельса вошла в 21-й том. По характеристике В. И. Ленина, представляет собой "...одно из основных сочинений современного социализма..." (Полн. собр. соч., 5 изд., т. 39, с. 67). При написании этой работы Энгельс опирался на составленный Марксом подробный конспект книги амер. этнографа и историка Л. Моргана "Древнее общество" (1877). Энгельс, вслед за Марксом, высоко оценивал открытие Морганом родовой организации первобытного общества и широко использовал результаты его исследований, в особенности собранный им огромный фактич. материал, для обоснования и дальнейшего развития материалистич. концепции истории и экономич. теории Маркса. Энгельс привлёк ряд др. источников, значительно расширив круг вопросов, рассмотренных Морганом, а также использовал результаты собственных исследований по истории Греции, Рима, Др. Ирландии и древних германцев. При подготовке 4-го изд. (1890-91) внёс значит. изменения и дополнения (особенно в главу о семье, при доработке к-рой были использованы результаты исследований М. М. Ковалевского). Данные совр. науки позволяют представить более совершенную картину эволюции первобытного общества, базирующуюся на развитии производств. отношений этого общества, а не материальной культуры, как это имело место в исследованиях Моргана. Но уточнения истории первобытной эпохи, в частности нек-рых форм первобытной семьи, механизма образования классов, не затрагивают осн. выводов труда Энгельса. Работа состоит из 9 глав. В 1-й и 2-й главах Энгельс анализирует условия жизни людей в древнейший период, до возникновения родового строя, исследует развитие семейно-брачных отношений в классовом обществе, критикует бурж. семью. Так же как и в ранее написанной работе "Роль труда в процессе превращения обезьяны в человека", Энгельс в этом произв. развил осн. методологич. положения марксистской концепции первобытной стадии как особого этапа человеческой истории, согласно к-рой гранью, отделяющей человека от животных, первым осн. условием человеческой жизни является труд, начинающийся с изготовления орудий. В 3-9-й главах Энгельс рассматривает особенности родовой организации общества как осн. ячейки доклассового общества и даёт характеристику первобытного родового "коммунизма". Проследив разложение родового строя, Энгельс исследовал те экономич. условия, которые подрывали родовую организацию общества на высшей стадии её развития, а затем, с переходом к цивилизации, совершенно устранили её. Он показал, как с развитием производит. сил, разделением труда и ростом его производительности создалась возможность присвоения продуктов чужого труда, появились эксплуатация человека человеком и раскол общества на враждебные классы, в результате к-рого возникло государство как орудие класса эксплуататоров для подавления класса угнетённых. Рассматривая различные конкретные формы гос-ва, Энгельс раскрывает их классовую природу, исследует тенденции дальнейшей эволюции бурж. гос-ва. Отмечая, что, пока сохраняется капитализм, никакие демократич. свободы не могут привести к освобождению трудящихся, он в то же время подчёркивал объективную заинтересованность пролетариата в сохранении и макс. расширении демократич. свобод, создающих благоприятные условия для борьбы за революц. преобразование общества. Энгельс в своей работе показал, что в различных природных и конкретно-историч. условиях процесс разложения первобытного общества происходит в неодинаковых формах, но его осн. содержание - переход от доклассового общества к классовому - одинаково для всех стран и народов. Этот анализ - яркое подтверждение диалектико-материалистич. положения об историч. единстве, прогрессивном развитии и закономерной сменяемости форм обществ. жизни. Произв. Энгельса явилось важным этапом в разработке марксистского учения о roc-ве (см. "Восемнадцатое брюмера Луи Бонапарта", "Гражданская война во Франции", "Критика Готской программы", "Анти-Дюринг"), к-рое было развито применительно к новым историч. условиям В. И. Лениным, прежде всего в его труде "Государство и революция". Книга Энгельса направлена против бурж. концепций гос-ва как некой надклассовой силы, призванной якобы в равной степени защищать интересы всех граждан. Лит.: Маркс К., Конспект книги Льюиса Г. Моргана "Древнее общество", в кн.; Архив Маркса и Энгельса, т. IX, [М. - Л. ], 1941; Ленин В. И., О государстве, Полн. собр. соч., 5 изд., т. 39; Фридрих Энгельс. Биография, М., 1970, с. 448 - 54; Энгельс - теоретик, М., 1970, с. 219-25, 253-62; Ф. Энгельс о государстве и праве, [М., 1970]; Проблемы этнографии и антропологии в свете научного наследия Ф. Энгельса, М., 1972. В. С. Выгодский. ПРОИСХОЖДЕНИЕ ЧЕЛОВЕКА, см. Антропогенез. ПРОКАЗА, лепра (греч. lepra), хронич. инфекционное заболевание человека, вызываемое бациллой Хансена - Mycobacterium Leprae, открытой норв. врачом Г, Хансеном в 1871. Попытки заразить к.-л. животное остаются безуспешными. П. известна с древнейших времён. Была распространена в Др. Египте, на Бл. Востоке, в Китае, Японии, Индии ещё до н. э. Общее число больных на земном шаре - неск. млн. чел. (по оценочным данным 1974, ок. 10 млн.). Встречается на всех континентах, наиболее распространена в странах Африки, Азии, Центр. и Юж. Америки. Плохое питание, авитаминозы, антисанитарная обстановка, скученность населения благоприятствуют заражению, вероятность к-рого возрастает пропорционально длительности соприкосновения с больным. Считают, что возбудитель П. проникает в организм через повреждённую кожу и слизистые оболочки верхних дыхат. путей. Ср. продолжительность инкубац. периода 4-6 лет (возможны сроки 10-20 и более лет). По характеру клинич. проявлений и течению процесса различают 3 типа П. Лепроматозный тип - самый тяжёлый и наиболее заразительный: процесс носит распространённый характер - поражаются кожа, слизистые оболочки, лимфатич. узлы, нервные стволы, внутр. органы; чаще на лице, реже на предплечьях, голенях и др. местах образуются множеств. внутрикожные или подкожные, выступающие над поверхностью, полушаровидной формы ограниченные инфильтраты (т. н. лепромы); они плотноэластич. консистенции, синюшно-коричневого цвета, величиной до лесного ореха, с блестящей сальной поверхностью, лишённой волос, а также температурной, болевой и тактильной чувствительности. Располагаясь в области лица, эти инфильтраты придают ему вид "львиной морды". Лепромы могут существовать мн. месяцы и даже годы с последующим фиброзным превращением или разрешением в рубцовую атрофию с пигментацией или же распадом и изъязвлением. На коже могут также образовываться эритематозно-пигментные пятна с нарушенной чувствительностью в этих местах. Образование лепром на слизистых оболочках может повлечь за собой носовые кровотечения, деформацию носа, осиплость или полную потерю голоса, эписклерит, кератит, иридоциклит. Нередко развиваются стволовые невриты, проявляющиеся образованием по ходу нервов болезненных узловатых тяжей, появлением невротич. болей и анестезий. Туберкулоидный тип протекает легче, характеризуется поражением в основном кожи и нервных стволов. Обычно на коже голеней, бёдер и лица образуются очаги поражения кольцевидной формы с приподнятым красно-коричневым периферич. валиком. В области очагов отсутствуют болевая, температурная, тактильная чувствительность, потоотделение. Для недифференцированного типа П. характерна в основном неврологич. симптоматика с симметричным поражением локтевых, больших ушных, малоберцовых и др. нервов, к-рые плотны, чёткообразно утолщены, болезненны. По ходу нервов нарушена температурная, болевая и тактильная чувствительность, возможны двигательные и трофич. расстройства (очаги облысения, атрофия ногтевых пластинок и др.). Недифференцированный тип П. может трансформироваться в лепроматозный или туберкулоидный. Диагноз П. подтверждают наличие микобактерий в соскобе слизистой оболочки носа, соке лепром, пунктате лимфоузлов или гистологич. препаратах, а также результаты спец. функциональных проб. Лечение П. проводят препаратами сульфонового ряда, сульфаниламидами пролонгированного действия, производными тиомочевины, фенотиазина в комплексе с общеукрепляющими средствами. Больных для лечения помещают в лепрозории; лица, имевшие тесный контакт с больными П., подлежат периодич. обследованию. Лит.: Торсуев Н. А., Лепра, М., 1952; Бароян О. В., Очерки по мировому распространению важнейших заразных болезней человека, 2 изд., М., 1967. И. Я. Шахтмейстер. ПРОКАЛИВАЕМОСТЬ стали, способность стали приобретать при закалке мартенситную структуру (см. Мартенсит) в слое той или иной глубины. П. зависит от состава стали, условий нагрева и охлаждения и др. факторов, но в первую очередь определяется кинетикой превращений аустенита: чем больше устойчивость аустенита при темп-рах перлитного и бейнитного превращений (см. Перлит, Бейнит), тем П. выше. П. определяется экспериментально (напр., методом торцовой закалки), а также расчётным путём (на основе диаграмм превращений аустенита). В большинстве случаев для получения однородных механич. свойств по сечению изделия требуется сквозная П., т. к. наличие в структуре немартенситных продуктов превращений аустенита (феррита, перлита, бейнита) ведёт к понижению пластичности и ударной вязкости после закалки и отпуска. Лит.: Гуляев А. П., Термическая обработка стали, 2 изд., М., 1960; Меськин В, С., Основы легирования стали, 2 изд., М., 1964. ПРОКАМБИЙ (от лат. pro - вперёд, впереди, вместо и камбий), боковая меристема растения, из к-рой дифференцируются его первичные проводящие ткани и пучки. П. возникает или в виде меристематических тяжей в конусе нарастания побега при заложении на нём листовых зачатков (листовые следы), или в виде сплошного цилиндра (или кольца) в конусе нарастания корня среди основной его меристемы. П. характеризуется интенсивным ростом клеток в длину, их вытянутой (прозенхимной) формой. Деление клеток происходит в разных направлениях. Из них возникают проводящие ткани - первичные ксилема и флоэма. После их образования в пучках голосеменных и двудольных растений П. продолжает функционировать как камбий. У однодольных растений П. полностью используется при дифференциации в ткани т. н. закрытых проводящих пучков. ПРОКАРИОТЫ доядерные (Рrоkariota), организмы, не обладающие типичным клеточным ядром и хромосомным аппаратом. К П. относятся бактерии, синезелёные водоросли, риккетсии, микоплазмы и др. Согласно новейшей системе органического мира, П. придают ранг царства или надцарства, противопоставляя его др. царству или надцарству - эукариотам. Материальный субстрат, связанный с передачей и реализацией наследств. информации, представлен у П. нитью дезоксирибонуклеиновой кислоты (ДНК), имеющей обычно кольцеобразную форму и локализованной б. или м. в центр. части организма. Эта часть, наз. нуклеоидом, не отграничена мембраной от цитоплазмы. ДНК у П., в отличие от эукариотов, обычно не связана с белками гистонами (не образует нуклеогистон), и регуляция работы генов осуществляется через метаболиты. У них нет также митохондрий и сложно устроенных жгутиков. П. играют очень важную роль в круговороте веществ в биосфере. Синезелёные водоросли были, вероятно, первыми автотрофными организмами, появившимися на Земле в процессе эволюции жизни. Лит.: Пешков М. А., Цитология бактерий, М.- Л., 1955. Ю. И. Полянский. ПРОКАТ в металлургии, продукция прокатного производства] см. Прокатный профиль, Сортамент проката. ПРОКАТ БЫТОВОЙ, по советскому праву один из видов договора найма имущественного, по к-рому специализир. социалистич. орг-ции предоставляют гражданам во временное пользование за плату предметы домашнего обихода (стиральные и швейные машины, пылесосы и т. п.), музыкальные инструменты, спортивный инвентарь и др. Общие положения о П. б. закреплены в Основах гражданского законодательства 1961 и ГК союзных республик; более детально условия и порядок П. б. регламентированы Типовыми договорами по отд. видам П. б., утверждаемыми Советами Министров союзных республик, и республиканскими правилами бытового обслуживания населения. Договор П. б. заключается, как правило, с совершеннолетними гражданами по предъявлении паспорта с пропиской в данном городе, р-не и т. д. Ателье (пункт) проката обязано предоставить имущество в исправном состоянии, ознакомить нанимателя с правилами эксплуатации технически сложных предметов. В свою очередь, наниматель обязан своевременно внести плату за прокат имущества; он вправе требовать уменьшения платы, если в силу обстоятельств, за к-рые он не отвечает, условия пользования, предусмотренные договором, или состояние имущества существенно ухудшились. Задолженность по оплате взыскивается в бесспорном порядке на основании исполнительной надписи. По истечении предусмотренного договором П. б. срока имущество должно быть возвращено в надлежащем состоянии (с учётом нормального износа); в случае порчи имущества клиент обязан возместить убытки, если не докажет, что порча произошла не по его вине. ПРОКАТКА металлов, способ обработки металлов и металлич. сплавов давлением, состоящий в обжатии их между вращающимися валками прокатных станов. Валки имеют б. ч. форму цилиндров, гладких или с нарезанными на них углублениями (ручьями), к-рые при совмещении двух валков образуют т. н. калибры (см. Валки прокатные, Калибровка прокатных валков, Профилировка валков). Благодаря свойственной П. непрерывности рабочего процесса она является наиболее производит. методом придания изделиям требуемой формы. При П. металл, как правило, подвергается значительной пластич. деформации сжатия, в связи с чем разрушается его первичная литая структура и вместо неё образуется структура, более плотная и мелкозернистая, что обусловливает повышение качества металла. Т. о., П. служит не только для изменения формы обрабатываемого металла, но и для улучшения его структуры и свойств. Как и др. способы обработки металлов давлением, П. основана на использовании пластичности металлов. Различают горячую, холодную и тёплую П. Осн. часть проката (заготовка, сортовой и листовой металл, трубы, шары и т. д.) производится горячей П. при начальных темп-pax: стали 1000-1300 °С, меди 750-850 оС, латуни 600 -800 оС, алюминия и его сплавов 350-400 °С, титана и его сплавов 950-1100 оС, цинка ок. 150 оС. Холодная П. применяется гл. обр. для произ-ва листов и ленты толщиной менее 1,5-6 мм, прецизионных сортовых профилей и труб; кроме того, холодной П. подвергают горячекатаный металл для получения более гладкой поверхности и лучших механич. свойств, а также в связи с трудностью нагрева и быстрым остыванием изделий малой толщины. Тёплая П. в отличие от холодной происходит при несколько повышенной температуре с целью снижения упрочнения (наклёпа) металла при его деформации. В особых случаях для предохранения поверхности прокатываемого изделия от окисления применяют П. в вакууме или в нейтральной атмосфере. Известны 3 осн. способа П.: продольная, поперечная и винтовая (или косая). При продольной П. (рис. 1, а) деформация обрабатываемого изделия происходит между валками, вращающимися в противоположных направлениях и расположенными в большинстве случаев параллельно один другому. Силами трения, возникающими между поверхностью валков и прокатываемым металлом, он втягивается в межвалковое пространство, подвергаясь при этом пластич. деформации. Продольная П. имеет значительно большее распространение, чем 2 др. способа. Поперечная П. (рис. 1, б) и винтовая (косая) П. (рис. 1, в) служат лишь для обработки тел вращения. При поперечной П. металлу придаётся вращательное движение относительно егр оси и, следовательно, он обрабатывается в поперечном направлении. При винтовой П. вследствие косого расположения валков металлу, кроме вращательного, придаётся ещё поступательное движение в направлении его оси. Если поступательная скорость прокатываемого металла меньше окружной скорости вследствие его вращения, П. наз. также поперечно-винтовой, а если больше - продольно-винтовой. Поперечная П. применяется для обработки зубьев шестерён и нек-рых др. деталей, поперечно-винтовая - в произ-ве цельнокатаных труб, шаров, осей и др. тел вращения (рис. 2). Продольно-винтовая П. находит применение при произ-ве свёрл. Рис. 1. Схема продольной (а), поперечной (6) и винтовой (в) прокатки: 1 - прокатываемый материал; 2 и 3 - валки. Рис. 2. Схема винтовой прокатки круглых периодических профилей. Рис. 3. Схема деформации металла при продольной прокатке При продольной П., когда металл проходит между валками, высота его сечения уменьшается, а длина и ширина увеличиваются (рис. 3). Разность высот сечения металла до и после прохода между валками наз. л и-нейным (абсолютным) обжатием: дельта h = ho - h1. Отношение этой величины к первоначальной высоте hо, выраженное в процентах (дельта h/ho • 100), наз. относительным обжатием; за 1 проход оно обычно составляет 10-60%, а иногда и больше (до 90% ). Увеличение длины прокатываемого металла характеризуется коэффициентом вытяжки X (отношение длины металла после его выхода из валков к первоначальной длине). Деформация прокатываемого металла в направлении ширины его сечения наз. уши рением (разность между шириной сечения до и после П.). Уширение возрастает с повышением обжатия, диаметра валков и коэфф. трения между металлом и поверхностью валков. Область (объём) между валками, в к-рой прокатываемый металл непосредственно с ними соприкасается, наз. очагом деформации; здесь происходят обжатие металла. Небольшие участки, примыкающие с обеих сторон к очагу деформации, наз. внеконтактными зонами деформации; в них металл деформируется лишь в незначит. степени. Очаг деформации состоит из двух осн. участков: зоны отставания, в к-рой ср. скорость металла меньше горизонтальной составляющей окружной скорости валков, и зоны опережения, в к-рой скорость металла относительно выше. Поэтому скорость выхода прокатываемого металла из валков несколько больше (на 2-6% ) их окружной скорости. Граница между этими зонами называется нейтральным сечением. Силы трения, действующие на прокатываемый материал от валков, в зоне отставания направлены по его движению, в зоне опережения - против. Захват металла валками и стабильность протекания процесса обусловливаются силами трения, возникающими на контактной поверхности металла с валками. Для захвата необходимо, чтобы тангенс угла захвата а, т. е. угла между радиусами, проведёнными от оси валков к точкам А и В (см. рис. 3), не превысил коэфф. трения: tgа=<м. В тех случаях, когда к чистоте поверхности изделий не предъявляют высоких требований, для увеличения угла захвата (а следовательно, и обжатия) поверхности валков придаётся шероховатость путём насечки. Практически углы захвата находятся в след. пределах: при горячей П. в гладких валках 20-26°, в насечённых - 27-34°; при холодной П. со смазкой - 3-6°. Усилие на валки при П. определяется как произведение контактной поверхности на ср. удельное усилие Р = F . рор (удельное усилие распределено по контактным поверхностям неравномерно: его максимум находится вблизи нейтрального сечения, а по направлению к входу и выходу металла из валков удельное усилие уменьшается). При П. полос прямоугольного сечения контактная поверхность рассчитывается по формуле
где r - радиус валка. При холодной
П. полос действительная контактная поверхность больше из-за упругого сжатия
валков в местах соприкосновения с прокатываемым металлом. Среднее удельное
усилие, наз. также нормальным контактным напряжением, зависит от большого
числа факторов и может быть выражено формулой рop = = n1
. n2 . n3 .
o, где n1 -коэфф. напряжённого состояния металла, зависящий
гл. обр. от отношения длины дуги захвата, т. е. дуги между точками Л и
В на окружности сечения валка (см. рис. 3), к ср. толщине прокатываемой
полосы и её ширине, от коэфф. трения и от натяжения прокатываемого металла
(натяжение широко применяется при холодной П.); n2 - коэфф.,
учитывающий влияние скорости П.; n3 - коэфф., учитывающий влияние
величины наклёпа металла; а - предел текучести (сопротивление деформации)
обрабатываемого металла при темп-ре прокатки. Наибольшее значение имеет
коэфф. n1, изменяющийся в зависимости от указанных выше
факторов в широких пределах (0,8-8); чем больше силы трения на контактных
поверхностях и меньше толщина прокатываемого металла, тем выше этот коэффициент.
В практич. расчётах принимается при горячей П. n3 = 1, а при
холодной n2 = 1. Для углеродистых сталей при горячей
П. ср. удельное усилие находится в пределах 100-300 и/V (10 - 30 кгс/мм2),
при холодной П. 800 - 1500 н/м2 (80-150 кгс/мм2).
Равнодействующие усилия на валки при наиболее распространённых условиях
П. направлены параллельно линии, соединяющей оси валков, т. е. вертикально
(рис. 4). Связь между усилием Р и моментом М, необходимым для вращения
каждого валка, определяется формулой
где а - плечо силы Р, находящееся
в пределах
радиус круга трения подшипников валков, равный произведению коэфф. трения подшипника на радиус его цапфы. Усилие на валок при П. стальной проволоки, узких стальных полос составляет ок. 200-1000 кн (20-100 тс), а при П. листов шир. 2-2,5 м доходит до 30- 60 Мн (3000-6000 тс). Момент, необходимый для вращения обоих валков при П. стальной проволоки и мелких сортовых профилей, составляет 40-80 кн.м (4-8 тс.м), а при П. слябов и широких листов достигает 6000-9000 кн.м (600-900 тс.м). Рис. 4. Направление равнодействующих сил усилия на валки при простом процессе прокатки с учётом влияния трения в подшипниках. О П. различных стальных профилей и профилей из цветных металлов и сплавов см. в ст. Прокатное производство. Лит.: Целиков А. И., Основы теории прокатки, М., 1965; Смирнов В. С., Теория прокатки, М., 1967; Целиков А. И., Гришков А. И., Теория прокатки, М., 1970; Тетерин П. К., Теория поперечно-винтовой прокатки, М., 1971; Третьяков А. В., Зюзин В. И., Механические свойства металлов и сплавов при обработке давлением, М., 1973; Луговской В. М., Алгоритмы систем автоматизации листовых станов, М., 1974. А. И. Целиков. ПРОКАТНОЕ ПРОИЗВОДСТВО, получение путём прокатки из стали и др. металлов различных изделий и полуфабрикатов, а также дополнит. обработка их с целью повышения качества (термич. обработка, травление, нанесение покрытий). В пром. странах прокатке подвергается больше 4/5 выплавляемой стали. П. п. обычно организуется на металлургич. з-дах (реже на машиностроит.); как правило, особенно в чёрной металлургии, является завершающим звеном цикла произ-ва (см. Металлургия; о П. п. как отрасли металлургич. пром-сти см. в статьях Чёрная металлургия, Цветная металлургия). К осн. видам проката относятся: полупродукт, или заготовка, листовой и сортовой прокат, катаные трубы, заготовки деталей машин (особые виды проката) - колёса, кольца, оси, свёрла, шары, профили переменного сечения и др. Перечень прокатываемых изделий с указанием размеров наз. сортаментом проката, большая часть к-poro в СССР стандартизована. Осн. количество проката изготовляется из низкоуглеродистой стали, нек-рая часть - из легированной стали и стали с повышенным (больше 0,4%) содержанием углерода. Прокат цветных металлов производится гл. обр. в виде листов, ленты и проволоки; трубы и сортовые профили из цветных металлов изготовляются преим. прессованием (см. Прессование металлов). Прокатка стали. Произ-во стального проката на совр. металлургич. з-де осуществляется двумя способами. При первом исходным материалом служат слитки (отлитые в изложницы), которые перерабатываются в готовый прокат обычно в 2 стадии. Сначала слитки нагревают и прокатывают на обжимных станах в заготовку. После осмотра заготовки и удаления поверхностных дефектов (закатов, трещин и т. п.) производят повторный нагрев и прокатку готовой продукции на специализир. станах. Размеры и форма сечения заготовки зависят от её назначения: для прокатки листового и полосового металла применяют заготовки прямоугольного сечения шир. 400 - 2500 мм и толщиной 75-600 мм, наз. слябами; для сортового металла - заготовки квадратного сечения размером примерно от 60 х 60 см до 400 х 400 мм, а для цельнокатаных труб - круглого сечения диаметром 80-350 мм. При втором способе, применяемом с сер. 20 в., прокатка исходной заготовки заменяется непрерывным литьём (разливкой) на спец. машинах. После осмотра и удаления дефектов заготовка, как и при первом способе, поступает на станы для прокатки готовой продукции. Благодаря применению непрерывно-литой заготовки упраздняются слябинги и блюминги, повышается качество проката, устраняются потери на обрезку головной части слитка, доходящие у слитков спокойной стали до 15-20%. Преимущества применения непрерывно-литой заготовки в произ-ве проката становятся ещё более значительными при совмещении процессов непрерывного литья и прокатки в одном неразрывном потоке. Для этой цели созданы литейно-прокатные агрегаты, в к-рых слиток на выходе из кристаллизатора не подвергается разрезке, проходит печь, где выравнивается темп-pa по сечению, и затем поступает в валки прокатного стана. Т. о. осуществляется процесс кристаллизации и прокатки бесконечного слитка, т. е. непрерывное произ-во проката из жидкого металла. Процесс получил широкое распространение при прокатке цветных металлов; он применяется также для произ-ва стальной заготовки небольших сечений (примерно менее чем 150 х х 150 мм) повышенного качества. Осн. трудность в развитии этого процесса состоит в относительно низкой скорости выхода слитка из кристаллизатора (1 -6 м/мин), что не позволяет в полной мере использовать производств. возможности непрерывного прокатного стана. Прокатка листового металла производится из катаных или непрерывно-литых слябов и только листов толщиной св. 50-100 мм - непосредственно из слитков или кованых слябов. В технологич. процесс входят след. основные операции: подача слябов со склада к нагреват. печам; нагрев; подача по рольгангу к рабочей клети стана и прокатка в неск. проходов (пропусков между валками), причём в первые проходы для получения листов требуемой ширины сляб иногда подаётся в валки поперёк или под углом; правка на роликовых правильных машинах; охлаждение на холодильниках; контроль и разметка; обрезка продольных кромок; обрезка концов, разрезка на листы определённой длины; иногда термич. обработка и покраска; отправка на склад готовой продукции. Листы толщиной от 4 до 50 мм и плиты толщиной до 350 мм прокатываются на толстолистовых или броневых станах, состоящих из одной или двух рабочих клетей, а листы толщиной от 1,2 до 20 мм - на значительно более производительных непрерывных станах, на к-рых листы получаются в виде длинных (более 500 м) полос; при выходе из последней клети стана полосы сматываются в рулон. Листы толщиной менее 1,5 - 3 мм выгоднее прокатывать в холодном состоянии, поэтому дальнейшее уменьшение толщины листа осуществляется обычно на станах холодной прокатки. Для этого рулоны после их получения на непрерывных станах горячей прокатки транспортируются в цех холодной прокатки, где с поверхности металла удаляется окалина (в линии непрерывного травления), затем обрезаются концы и производится стыковка (электрич. контактная сварка) для полной непрерывности дальнейшего процесса. Травленые рулоны разматываются и в неск. проходов обжимаются до требуемой толщины (общее обжатие для низкоуглеродистой стали доходит до 75-90% ). Прокатка осуществляется на непрерывных станах, состоящих из 4 или 6 четырёхвалковых клетей, или на одноклетевых реверсивных станах. После холодной прокатки полосу отжигают для устранения наклёпа, затем подвергают дрессировке, правке, резке на листы и упаковке (рис. 1). Рис. 1. Технологическая схема цеха холодной прокатки для производства листов; 1 -конвейер горячекатаных рулонов; 2 - агрегат нормализации; 3 - непрерывно-травильный агрегат; 4 - агрегат комбинированной резки; 5 - непрерывный стан холодной прокатки; 6 - термическое отделение; 7 - агрегат нанесения защитного покрытия; 8 -дрессировочный стан; 9 - непрерывно-цинковальный агрегат; 10 - отделение упаковки готовой продукции. Прокатка сортового металла включает след. осн. операции: нагрев до 1100-1250 оС; подачу нагретой заготовки к рабочим клетям и прокатку в неск. проходов в калибрах, постепенно приближающих сечение исходной заготовки к сечению готового профиля; резку проката на пилах или ножницах на части требуемой длины или сматывание в бунты; охлаждение на холодильниках; правку на роликовых правильных машинах; контроль и отправку на склад готовой продукции. Число проходов выбирается в зависимости от размеров и формы сечения исходной заготовки и готового профиля и составляет: для рельсов обычно 9, балок 9-13, угловых и других сортовых профилей, напр. зетообразного (рис. 2), 5 - 12, проволоки 15-21. Выполнение указанных технологич. операций производится на специализир. сортовых прокатных станах, представляющих собой поточную автоматич. систему различных машин. Прокатка (горячая) труб состоит из 3 основных и неск. вспомогат. операций. Первая операция (прошивка)- образование отверстия в заготовке или слитке; в результате получается толстостенная труба, наз. гильзой. Вторая операция (раскатка) - удлинение прошитой заготовки и уменьшение толщины её стенки примерно до требуемых в готовой трубе размеров. Обе операции осуществляются с одного нагрева, но на различных прокатных станах, установленных рядом и входящих в общую систему машин трубопрокатного агрегата. Первая операция выполняется на прошивных станах винтовой прокатки между бочкообразными или дисковыми валками на короткой оправке, вторая - на различных прокатных станах: непрерывных, пилигримовых, автоматических и трёхвалковых станах винтовой прокатки. Третья операция - калибровка (или редуцирование) труб после раскатки. Калибровка осуществляется на калибровочных станах, затем трубы охлаждаются, правятся, контролируются и разрезаются на куски определённой длины. Трубы диаметром менее 65-70 мм подвергаются дополнит. горячей прокатке на редукционных станах. С целью уменьшения толщины стенки и диаметра, получения более высоких механич. свойств, гладкой поверхности и точных размеров трубы после горячей прокатки подвергаются холодной прокатке на спец. станах, а также волочению. Рис. 2. Схема изменения сечения (калибровка) при прокатке зетового профиля. Прокатка заготовок деталей машин (штучных изделий) находит широкое применение гл. обр. в произ-ве различных тел вращения и профилей переменного сечения: вагонных колёс, осей, бандажей, колец для подшипников качения, шаров, зубчатых колёс, винтов, свёрл и т. д. При этом иногда прокатка используется для выполнения лишь одной операции в комбинации с ковкой или штамповкой. Прокатка цветных металлов. Наибольшее применение получила прокатка листов, ленты, фольги и проволоки из алюминия, меди, магния, цинка и их сплавов. В технологич. процесс прокатки листов из алюминиевых сплавов входят след. осн. операции: предварит. прокатка плоских непрерывно-литых слитков массой 0,5-5 т с обжатием ок. 10% для выравнивания их поверхности; правка на роликовых правильных машинах; фрезерование для получения чистой и гладкой поверхности; накладывание с обеих сторон слитка алюминиевых листов; нагрев; горячая прокатка с плакированием до толщины 4-12 мм с последующим свёртыванием в рулоны; отжиг и холодная прокатка. После холодной прокатки рулоны разматываются и режутся на листы, к-рые затем закаливают, травят, прокатывают вторично в холодном состоянии для прогладки или получения наклёпа, травят, разрезают и упаковывают. В нач. 60-х гг. 20 в. был разработан новый процесс прокатки листов из алюминия и его сплавов. Особенность этого процесса состоит в совмещении непрерывного литья с прокаткой. Исходным материалом служит жидкий алюминий, к-рый поступает через распределит. проводку в межвалковое пространство, образованное между двумя горизонтальными валками (рис. 3). Алюминий, соприкасаясь с валками, кристаллизуется, а образующаяся полоса непрерывно выходит из валков стана. Валки могут быть расположены как в вертикальной плоскости, так и в горизонтальной. В первом случае алюминий подводится сбоку, а во втором - снизу. Этим методом успешно изготовляются полосы толщиной 8-12 мм, шир. 1000-1600 мм, к-рые затем сматывают в рулоны. Применение такой технологии вместо прокатки полосы из крупных слитков даёт большой экономич. эффект. Рис. 3. Схемы способов бесслитковой прокатки полос: а - подача металла сбоку; б - подача металла снизу: 1 - распределительная ванна; 2 - межвалковое пространство (кристаллизатор); 3 - валки; 4 - полоса. Исходной заготовкой при прокатке листов и ленты из меди и латуни служат плоские слитки массой ок. 0,5-1 т, толщиной 100-150 мм, к-рые прокатываются в горячем состоянии до толщины 10-15 мм. Прокатанные листы фрезеруют для удаления поверхностных дефектов и затем подвергают холодной прокатке с промежуточными отжигами при 450-800 °С. Для произ-ва катанки из алюминиевых и медных сплавов наиболее эффективен способ непрерывного литья, совмещённый с прокаткой на непрерывном стане. Технич. прогресс в области П. п. характеризуется в первую очередь повышением качества прокатываемых изделий, к-рое обеспечивало бы наиболее эффективное использование металла потребителем. С этой целью прокатываемому изделию придаётся возможно более рациональная форма, способствующая снижению его массы, расширяется производство экономичных профилей проката, повышается точность его размеров, улучшаются прочностные и др. свойства металла, на его поверхность наносятся эффективные защитные покрытия. Одновременно снижается стоимость производств. затрат путём внедрения непрерывных процессов (от жидкого металла до готового проката), повышения скорости прокатки и автоматизации всех технологич. процессов. Лит.: Прокатное производство. Справочник, под ред. Е. С. Рокотяна, т. 1 - 2, М., 1962; Прокатное производство, 2 изд., М., 1968; Нiggins R. A., Engineering metallurgy, 2 ed., pt 2, L., 1970; Holub J., Pzicne klinove valcovani, Praha, 1972. А. И. Целиков. ПРОКАТНЫЙ ПРОФИЛЬ, металлич. изделие (различной формы поперечного сечения), полученное прокаткой. Различают П. п. с постоянным поперечным сечением по длине, переменные профили и специальные. К 1-му виду относятся П. п. сортовой стали (рис.), имеющие простую геометрич. форму (напр., круг, прямоугольник, квадрат, овал, шестиугольник, сегмент), и т. н. фасонные профили, представляющие собой сочетания простых профилей (напр., угловые П. п., двутавровые балки, полосы для ободьев колёс автомобиля, колосниковых решёток, тракторных шпор и т. п.), листы, трубы (в т. ч. и профильные: квадратные, прямоугольные, ромбические, овальные и специальные), гнутые профили. Ко 2-му виду относятся, напр., т. н. периодические профили, к 3-му - бандажи, колёса, шестерни, шары, ребристые трубы и др. изделия. См. также Сортамент проката. Некоторые профили сортового проката: 1 - квадратный; 2 - круглый; 3 - прямоугольный (полосовой); 4 - угловой; 5 - двутавровый; 6 - швеллерный; 7 - железнодорожный рельс; 8 - трамвайный рельс; 9 - тавровый; 10 - шпунтовый; 11 - полоса для башмаков гусениц тракторов; 12 - полоса для ободьев колёс грузовых автомобилей; 13 - полоса для турбинных лопаток. ПРОКАТНЫЙ СТАН, машина для обработки давлением металла и др. материалов между вращающимися валками, т. е. для осуществления процесса прокатки; в более широком значении - автоматич. система или линия машин (агрегат), выполняющая не только прокатку, но и вспомогат. операции: транспортирование исходной заготовки со склада к нагреват. печам и к валкам стана, передачу прокатываемого материала от одного калибра к другому, кантовку, транспортирование металла после прокатки, резку на части, маркировку или клеймение, правку, упакорку, передачу на склад готовой продукции и др. Историческая справка. Время и место появления первого П. с. неизвестны. Бесспорно, что раньше прокатки железа применяли прокатку цветных металлов - свинца, олова, меди, монетных сплавов и др. Наиболее ранний документ (рисунок с описанием), характеризующий устройство для прокатки олова, оставлен Леонардо да Винчи (1495). Примерно до кон. 17 в. привод П. с. был ручным, в 18 в.- водяным. Пром. прокатка железа началась примерно с 18 в. В России она особенно широко развивалась на Урале. П. с. применялись для произ-ва кровельного железа, плющения кричной заготовки в полосу или лист, разделения откованной полосы по длине на более мелкие профили квадратного или прямоугольного сечения (т. н. "резные" станы ). В кон. 18 в. для привода П. с. начали применять паровые машины; прокатка становится одним из трёх осн. звеньев производств. цикла металлургич. з-дов, постепенно вытесняя менее производит. способ ковки. К этому периоду относится пром. применение П. с. с калиброванными валками, сконструированного в 1783 Г. Кортом (Великобритания); П. с. постепенно дифференцируются на обжимные, листовые и сортоВыс. В 30 - 40-х гг. 19 в. в связи с бурным развитием жел. дорог в разных странах начинают прокатывать рельсы. В 1856-57 в Сааре (Германия) был установлен первый П. с., предназначенный для прокатки крупных балок. Развитие конструкций и специализация этих станов привели к появлению в США в кон. 19 в. блюмингов и слябингов. В 1867 Г. Бедсон (Великобритания) построил непрерывный проволочный стан. В 1885 братья М. и Р. Маннесман (Германия) изобрели способ винтовой прокатки бесшовных труб в П. с. с косо расположенными валками. В 1886 В. Эденборн и Ч. Морган (США) применили быстроходную проволочную моталку с осевой подачей. Первые летучие ножницы (конструкции В. Эдвардса) установлены в 1892 в США. В 1897 для привода П. с. с успехом применён электродвигатель (Германия). В 1906 в г. Тршинец (ныне Чехословакия) пущен П. с. с реверсивным электродвигателем. Принцип непрерывной горячей прокатки листов нашёл практич. применение в 1892 в г. Теплице (ныне Чехословакия), где был установлен полунепрерывный стан. Первый непрерывный широкополосовой (листовой) стан построен в 1923 в США. Начало холодной прокатки листов относится к 80-м гг. 19 в.; холодная прокатка труб освоена в 1930 в США. В СССР первым достижением станостроения явилось сооружение Ижорским з-дом двух блюмингов, к-рые в 1933 введены в эксплуатацию на Макеевском и Днепродзержинском металлургич. з-дах. В 1940-60-х гг. Всесоюзным н.-и. и проектно-конструкторским ин-том металлургич. машиностроения (ВНИИМЕТМАШ) создан ряд П. с. для новых технологич. процессов, обеспечивающих произ-во прокаткой мн. изделий, к-рые ранее изготовлялись другими, менее эффективными способами (тонкостенные безрисочные трубы, листы переменной толщины по длине, профили круглого периодич. сечения, шары, втулки, винты с крупным шагом, ребристые трубы и др.). В 1959-62 ВНИИМЕТМАШем и Электростальским з-дом тяжёлого машиностроения созданы принципиально новые трубные станы с бесконечным редуцированием труб (как при печной сварке, так и при радиочастотной), а также станы для непрерывной прокатки бесшовных труб (стан 30-102) производительностью на порядок выше по сравнению с действующими (ок. 550 тыс. га/год). В эти же годы пущены разработанные ВНИИМЕТМАШем, Н.-и. ин-том автомоб. пром-сти и Горьковским автомоб. з-дом первые станы для прокатки цилиндрич. и конич. колес. Рис. 1. Главная линия четырёхвалково-го стана для прокатки листов: 1 - рабочая клеть; 2 - электродвигатель; 3 - шестерённая клеть; 4 - шпиндель; 5- муфта. В 60-е гг. в СССР, США, ФРГ и Италии начато создание литейно-прокатных агрегатов, в к-рых совмещены процессы непрерывного литья и прокатки в едином неразрывном потоке. Такие агрегаты уже получили широкое применение для произ-ва катанки из алюминиевых и медных сплавов, листов из алюминиевых сплавов и заготовок из стали. Классификация и устройство прокатных станов. Главный признак, определяющий устройство П. с.,- его назначение в зависимости от сортамента продукции или выполняемого технологического процесса. По сортаменту продукции П. с. разделяют на заготовочные, в т. ч. станы для прокатки слябов и блюмов, листовые и полосовые, сортовые, в т. ч. балочные и проволочные, трубопрокатные и деталепрокатные (бандажи, колёса, оси и т. д.). По технологич. процессу П. с. делят на след. группы: литейно-прокатные (агрегаты), обжимные (для обжатия слитков), в т. ч. слябинги и блюминги, реверсивные одноклетевые, тандемы, многоклетевые, непрерывные, холодной прокатки. Размер П. с., предназначенного для прокатки листов или полос, характеризуется длиной бочки валков, для заготовки или сортового металла - диаметром валков, а трубопрокатного стана - наружным диаметром прокатываемых труб. Оборудование П. с., служащее для деформации металла между вращающимися валками, наз. основным, а для выполнения прочих операций - вспомогательным. Основное оборудование состоит из одной или неск. главных линий, в каждой из к-рых располагается 3 вида устройств (рис. 1): рабочие клети (одна или несколько) - к ним относятся прокатные валки с подшипниками, станины, установочные механизмы, плитовины, проводки; электродвигатели для вращения валков; передаточные устройства от электродвигателей к прокатным валкам, состоящие б. ч. из шестерённой клети, шпинделей и муфт. Между шестерённой клетью и электродвигателем часто устанавливают ещё редуктор. Если каждый валок имеет свой электродвигатель, передаточные устройства состоят лишь из шпинделей. Наибольшее распространение получили станы с горизонтальными валками: двухвалковые (дуо), трёхвалковые (трио), четырёхвалковые (кварто) и многовалковые (рис. 2). Для обжатия металла по боковым поверхностям используют клети с вертикальными валками, наз. эджерами. Станы, у к-рых вблизи горизонтальных валков расположены вертикальные, наз. универсальными. Они служат для прокатки широких полос и двутавровых балок с широкими полками. В станах винтовой прокатки валки располагаются в рабочей клети косо - под углом подачи. Такие станы применяют для прокатки труб, осей, шаров и т. д. Число и расположение рабочих клетей П. с. определяются его назначением, требуемым числом проходов металла между валками для получения данного профиля и заданной производительностью. По этому признаку П. с. подразделяются на 8 типов (рис. 3). К одноклетевым станам относится большинство блюмингов, слябинги, шаропрокатные станы, станы для холодной прокатки листов, ленты и труб. В случае, когда в одной рабочей клети не удаётся расположить необходимое число калибров (см. Калибровка прокатных валков) или когда требуется высокая производительность, применяют станы с неск. рабочими клетями. Наиболее совершенный многоклетевой стан - непрерывный, в к-ром металл одновременно прокатывается в неск. клетях (рис. 4). Непрерывные станы служат для горячей прокатки заготовки, полос, сортового металла, проволоки, труб, а также для холодной прокатки листов, жести, ленты и др. профилей. Рис. 2. Схема расположения валков в рабочей клети прокатного стана: а - двухвалкового; б - трёхвалкового; в - четырёхвалкового; г - шестнвалкового; д - двенадцативалкового; е - двадцативалкового; ж - универсального. Рис. 3. Схемы расположения рабочих клетей прокатного стана: 1 - одноклетевого; 2 - линейного; 3 - сдвоенного; 4 - ступенчатого; 5 - непрерывного (а - с групповым приводом, б - с индивидуальным); 6 - полунепрерывного; 7 - последовательного ("кросс-коунтри"); 8 - шахматного. Рис. 4. Непрерывный широкополосовой стан горячей прокатки. Скорости прокатки весьма различны и зависят гл. обр. от требуемой производительности П. с., сортамента прокатываемой продукции и технологич. процесса. У обжимных, заготовочных, толстолистовых, крупносортных станов скорость прокатки ок. 2-8 м/сек. Наибольшие скорости характерны для непрерывных станов; при прокатке сортового металла 10-20 м/сек; полосового 25 - 35 м/сек; проволоки 50-70 м/сек; при холодной прокатке жести 40 м/сек. Данные о производительности, мощности приводов и массе оборудования нек-рых П. с., получивших наибольшее распространение в СССР для произ-ва горячекатаной стали, приведены в таблице. Заготовочные станы строятся двух типов в зависимости от исходного материала - слитков, отлитых в изложницах, или непрерывно-литых заготовок. В первом случае заготовочный стан одновременно является также обжимным станом. Типичные представители таких станов - слябинг, когда требуется плоская заготовка крупных сечений (слябы), и блюминг с установленным за ним собственно заготовочным непрерывным станом, если требуется прокатывать заготовку для сортовых или трубопрокатных станов. За последней клетью этих станов находятся летучие ножницы для разрезки заготовки на куски требуемой длины или пилы и стеллажи для разрезки, охлаждения и осмотра заготовки. При использовании непрерывно-литой заготовки заготовочный стан устанавливается рядом с машиной для непрерывного литья в целях использования тепла неостывшего металла. Нек-рые заготовочные станы выполнены так, чтобы литая заготовка поступала из кристаллизатора в валки непрерывного стана без разрезки, т. е. в этом случае осуществляется прокатка заготовки бесконечной длины и деление её на куски требуемой длины летучими ножницами или пилами при выходе из валков стана. Листовые и полосовые станы горячей прокатки предназначены для получения плит толщиной 50 -350 мм, листов толщиной 3-50 мм и полос (сматываемых в рулоны) толщиной 1,2-20 мм. Толстолистовые станы обычно состоят из 1-2 клетей дуо и кварто с длиной бочки валков 3500 - 5500 мм (см. рис. 1), иногда с установленными перед ними дополнит. клетями, имеющими вертикальные валки для обжатия боковых кромок. Для прокатки полос наибольшее применение получили широкополосовые непрерывные или полунепрерывные станы, состоящие из 10 - 15 клетей кварто с длиной бочки валков 1500-2500 мм и неск. клетей с вертикальными валками. Весь прокатываемый материал сматывается в рулоны по 15-50 т. Эти станы значительно более производительны, чем толстолистовые, поэтому они используются также и для прокатки толстых листов (4-20 мм), к-рые изготовляются путём разматывания рулонов и их последующей разрезки. Со стороны выхода прокатанного металла из валков устанавливаются выходные рольганги и большое количество др. вспомогат. оборудования для последующей обработки проката и его транспортирования: у толстолистовых станов - правильные машины, ножницы, печи для термич. обработки и т. д., а у широкополосовых станов - моталки для сматывания полос в рулоны, конвейер для транспортирования рулонов и оборудование для разматывания рулонов, их правки и разрезки на карточки (листы). Краткая характеристика основных станов для горячей прокатки стали
Сортовые станы весьма разнообразны по своей характеристике и расположению оборудования. Осн. типы: универсальные станы для прокатки широкополочных балок, состоящие обычно из 3 или 5 клетей, расположенных последовательно одна за другой, из к-рых 2 или 3 клети универсальные, с горизонтальными валками диаметром ок. 1350 мм, а 1 или 2 - дуо, с валками диаметром ок. 800 мм; рельсо-балочные станы ступенчатого типа из двух или неск. линий с рабочими клетями трио и дуо и валками диаметром ок. 800 мм; крупносортные станы ступенчатого и полунепрерывного типа из двух или неск. линий с рабочими клетями трио и дуо и валками диаметром ок. 650 мм; среднесортные станы ступенчатого типа в 2 или 3 линии, полунепрерывные и непрерывные; мелкосортные станы, б. ч. непрерывные или полунепрерывные; узкополосовые станы непрерывные; проволочные станы непрерывные. Для произ-ва проволоки из алюминиевых и медных сплавов наиболее эффективны литейно-прокатные станы, в к-рых осуществляется непрерывный процесс получения проволоки из жидкого металла. Вначале происходит кристаллизация бесконечного слитка между ободом вращающегося колеса и обтягивающей его стальной лентой, а затем прокатка его на непрерывном стане. Производительность стана 5-8 т/ч (рис. 5). Сортовые станы, как и листовые, имеют разнообразное вспомогат. оборудование, установленное по движению потока прокатываемого металла и выполняющее в общем ритме, без участия ручного труда, все вспомогательные технологич. и трансп. операции, начиная с выдачи со склада исходной заготовки и кончая передачей проката на склад готовой продукции. Трубопрокатные агрегаты состоят обычно из 3 станов. Первый стан производит прошивку отверстия в заготовке или слитке методом винтовой прокатки, второй служит для вытяжки прошитой заготовки в трубу и третий - для калибровки (редуцирования), т. е. уменьшения диаметра прокатанной трубы. Конструкция трубопрокатных агрегатов определяется гл. обр. выбранным технологич. процессом второго стана, т. е. вытяжного. Наиболее производительным является непрерывный стан; находят применение также станы дуо, работающие на короткой оправке, пилигримовые и трёхвалковые винтовой прокатки. Станы холодной прокатки стали и цветных металлов изготовляются след. типов: листовые - для штучной прокатки; листовые широкополосовые - для рулонной прокатки; лентопрокатные - для прокатки ленты толщиной от 1 мкм до 4 мм и шир. от 20 до 600 мм, сматываемой после прокатки в бунты или рулоны; фольгопрокатные- для прокатки полосы толщиной менее 0,1 мм; плющильные - для обжатия проволоки в узкую ленту; станы для холодной прокатки труб. При рулонной прокатке полос с обеих сторон рабочей клети устанавливаются намоточно-натяжные барабаны - моталки, к-рые служат для разматывания рулонов перед подачей металла в валки и сматывания при выходе из валков. Наиболее производит. листовые станы - непрерывные; они также выгоднее в отношении использования моталок и др. вспомогательного оборудования. Моталки у непрерывных станов располагаются только сзади, а спереди находятся механизмы для подачи рулонов, разматывания их и направления металла в валки первой рабочей клети. Деталепрокатные станы работают в основном на принципе поперечной и винтовой прокатки и служат для производства точных заготовок деталей машиностроения - круглых периодич. валов, шаров, винтов, ребристых труб, зубчатых колёс, а также инструмента - червячных фрез, свёрл и др. Эти станы разнообразны по конструкции и характеризуются высокой степенью механизации и автоматизации. Рис. 5. Литейно-прокатный агрегат для производства алюминиевой проволоки: 1 - роторный кристаллизатор; 2 - непрерывный стан с трёхвалковыми рабочими клетями; 3 - летучие ножницы; 4 - моталка с поочерёдным сматыванием двух бунтов без остановки процесса; 5-сечение бесконечного слитка; 6 - сечения прокатываемого изделия после первой и последующих клетей стана. Оборудование прокатных станов. Конструкция осн. деталей и механизмов П. с., несмотря на их различное назначение и многообразие, во мн. случаях одинакова. Главные элементы рабочей клети - валки прокатные, подшипниковые узлы, механизмы для установки валков, станина, шпиндели, муфты и проводки. Подшипники прокатных валков работают при очень больших нагрузках, доходящих на нек-рых станах до 30 - 60 Мн (3000-6000 тс) на валок. Возможные габариты их ограничиваются диаметром валков. Подшипники (качения или жидкостного трения) устанавливаются в массивных корпусах, наз. подушками, которые располагаются в проёмах станины. Станина рабочей клети воспринимает все усилия, возникающие при прокатке металла, и поэтому выполняется массивной - до 60-120 т и более. Материал станины - стальное литьё с 0,25-0,35% С. Станина устанавливается на фундаментных стальных плитах (плитовинах), к-рые прикрепляются болтами к бетонному или железобетонному фундаменту. Для сортовых станов получают распространение предварительно напряжённые рабочие клети, в к-рых повышение жёсткости достигается не увеличением массивности станины, а с помощью спец. стяжных механизмов. Передача вращения прокатным валкам производится посредством универсальных шпинделей с шарнирами Гука (см. рис. 1). Вспомогательное оборудование П. с. предназначено для подачи металла от нагреват. устройств к приёмному рольгангу стана (слитковозы), поворота слитка на рольганге (поворотные устройства), транспортирования металла в соответствии с технологич. процессом (рольганги или транспортёры), перемещения металла вдоль валка для подачи его в соответствующий калибр (манипуляторы), поворота металла относительно его продольной оси (кантователи), охлаждения металла (холодильники), травления металла (травильные установки), разматывания рулонов (разматыватели), сматывания полосы в рулон или проволоки в бунт (моталки), резки металла (ножницы и пилы), а также для отделки металла: правки (правильные машины и прессы), дрессировки, клеймения, укладки, промасливания, упаковки и т. д. Электрооборудование П. с. характеризуется большими мощностями и размерами гл. приводов (мощность одного электродвигателя доходит до 6-7 Мвт и более, а общая мощность - до 200-300 Мвт), сложностью систем управления электроприводами, вызываемой гл. обр. необходимостью автоматич. регулирования в широких пределах скорости большинства машин П. с. Смазочное оборудование П. с. обеспечивает бесперебойную автоматич. подачу смазки ко всем трущимся деталям механизмов, а в станах для прокатки цветных металлов и холодной прокатки стали - также подачу технологич. смазки к рабочей поверхности прокатных валков. Смазочные системы обычно располагаются в спец. подвалах. Автоматика крупных П. с. состоит из ряда объединённых локальных систем для управления всем ходом технологии, процесса, начиная от подачи исходного материала на склад и со склада и кончая поступлением проката на склад готовой продукции и погрузкой его в вагоны. Каждая локальная система имеет многочисл. и разнообразные приборы-датчики, собирающие и передающие информацию о ходе технологич. процесса, в т. ч. о темп-ре металла, давлении металла на валки П. с., параметрах обрабатываемого материала, в частности о размерах прокатываемого профиля, его положении и характере перемещения. Вся эта информация поступает в вычислит. машины локальных систем, где перерабатывается, после чего выдаются команды для управления машинами и механизмами П. с., относящимися к данной локальной системе, а также информация общей вычислит. машине, объединяющей локальные системы, для соответствующей корректировки работы машин и механизмов др. участков П. с., управляемых остальными локальными системами. Одна из гл. задач автоматизации (и экономически наиболее выгодная) - автоматизация регулирования размеров прокатываемого профиля, осуществляемая путём соответствующего автоматич. изменения междувалкового пространства на основании показаний непрерывно действующего измерителя размеров профиля. Благодаря этому резко повышается точность размеров профиля, в связи с чем снижается поле допусков, повышается качество металла, снижаются удельные расходы металла. Особенно большой эффект достигается при произ-ве тонколистовой продукции. Успешное решение этой задачи стало возможным благодаря использованию вычислит. техники, т. к. обычные адаптивные системы (самоприспосабливающиеся системы) вследствие высоких скоростей прокатки (ок. 30-40 м/сек) не обеспечивают своевременную корректировку междувалкового пространства. Большой экономич. эффект даёт также автоматизация контроля качества готового проката и нанесения защитных покрытий. П. с. в связи с непрерывностью процесса и выпуском однотипной продукции в больших количествах имеют все необходимые предпосылки, чтобы быть одними из первых полностью автоматизированных . : промышленных объектов. О производстве П. с. см. в ст. Станостроение. Лит.: Прокатное производство. Справочник,
под ред. Е. С. Рокотяна,, т. 1 - 2, М., 1962; Королев А. А., Прокатные
станы и оборудование прокатных цехов. (Атлас), М., 1963; его же, Механическое
оборудование прокатных цехов, 2 изд., М., 1965; Специальные прокатные станы,
под ред. А. И. Целикова, М., 1971; Целиков А. И., ЗюзинВ. И., Современное
развитие прокатных станов, М., 1972; Tribology in iron and steel works,
L., 1970. А. И. Целиков.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||