БОЛЬШАЯ СОВЕТСКАЯ ЭНЦИКЛОПЕДИЯ
В ЭНЦИКЛОПЕДИИ СОДЕРЖИТСЯ БОЛЕЕ 100000 ТЕРМИНОВ
В ЭНЦИКЛОПЕДИИ СОДЕРЖИТСЯ БОЛЕЕ 100000 ТЕРМИНОВ
|
БОЛЬШАЯ СОВЕТСКАЯ ЭНЦИКЛОПЕДИЯ
В ЭНЦИКЛОПЕДИИ СОДЕРЖИТСЯ БОЛЕЕ 100000 ТЕРМИНОВ |
АВТОДОРОЖНАЯ СЛУЖБА, одна из служб тыла вооруж. сил, осуществляющая дорожное обеспечение в оперативных объединениях действующей армии в интересах своевременного передвижения войск, подвоза материальных средств и эвакуации. Ведёт разведку, ремонт, восстановление и стр-во автодорог, осуществляет их эксплуатацию, организует на них дорожно-комендантскую службу; руководит спец. подготовкой личного состава дорожных войск, участвует в разработке мероприятий по подготовке путей сообщения на театрах военных действий. Грузовая
автодрезина грузоподъёмностью 6 т с дизелем мощностью 160 квт
( 220 л. с.).
АВТОДОРОЖНЫЙ
МОСТ, предназначен для движения безрельсовых трансп. средств и пешеходов.
А. м. рассчитывают на тяжёлую колёсную нагрузку до 0,8 Мн (30 тс),
проход толпы людей и на др. воздействия. Ширина проезжей части устанавливается
в зависимости от ожидаемой интенсивности и скоростей движения транспорта,
длины моста, расположения его в плане и профиле (обычно от 7 до 21 л);
ширина тротуаров-не менее 1 м. А. м. могут быть стальными, железобетонными
и деревянными. Стальные А. м. строят чаще всего балочной конструкции. Значит,
распространение получили А. м. из сборного и предварительно напряжённого
железобетона. Для А. м. предпочтительны конструкции с ездой поверху, обеспечивающие
лучшие условия движения автомобилей и эксплуатац. содержания моста. Один
из крупнейших в мире железобетонных мостов неразрезной балочной конструкции
- А. м. через Волгу (рис.) дл. 2,8 км (с пролётами по 166 м),
соединивший гг. Саратов и Энгельс (1965). Деревянные А. м. сооружают
преим. на дорогах местного значения (см. также Мосты). Лит.:
Мосты и сооружения на дорогах, М., 1961; Справочник инженера-дорожника,
[т. 6], М.. 1964. Н. Н. Богданов. Автодорожный мост через Волгу у г. Саратова. АВТОДРЕЗИНА, самоходное средство рельсового транспорта с двигателем внутреннего сгорания для инспекторских поездок и перевозки служебного персонала, материалов, механизмов и инструмента при ремонте пути и др. железнодорожных устройств. А. делятся по назначению на пассажирские и грузовые, по массе - на съёмные (до 300 кг) и несъёмные (до 50 т). А. могут быть оборудованы поворотными кранами, монтажными вышками, измерительными приборами. К А. могут прицепляться 1-2 платформы или обычные железнодорожные вагоны. В СССР съёмные А. имеют двигатель мощностью 7-18 квт (10- 25 л.с.), перевозят 4-6 чел. и ок. 50 кг груза; несъёмные - 75-185 квт (100- 250 л. с.), перевозят 20-30 чел. или 5- 6 т груза. Лит.:
Гуленко Н. Н., Гора В. Е. Путевые машины и механизмы, М., 1961. К.
М. Доброселъский. АВТОДРОМ [от авто(мобиль) и грeч. dromos - место для состязаний], территория, оборудованная для проведения скоростных автомобильных соревнований и испытаний автомобилей. Необходимость сооружать для автомобильных соревнований и испытаний спец. скоростные дороги, изолированные от движения транспорта, выявилась уже в 1903 после междунар. соревнований по маршруту Париж - Мадрид, сопровождавшихся многочисл. несчастными случаями. В последующие годы в ряде стран с развивающейся автомобильной пром-стью были построены: в- Англии - Бруклендский трек (1906), в США - трек в г. Индиа-наполисе (1907), в Италии - трек Монца (1910), во Франции - трек близ г. Мои-лери (1924). Основное сооружение А.- трек для гонок дл. 3-10 км и шир. 10-18 м. Трек нередко дополняется дорожным маршрутом (рис.), в результате чего-образуется комплексная трасса, делающая условия соревнования и испытания автомобилей более разнообразными и усложняющая их. В комплекс сооружений А. входят также трибуны, расположенные у финишной прямой, площадка для соревнований по фигурной езде, помещения для технич. обслуживания автомобилей, гараж и др. В качестве А. для проведения соревнований используют также трассы, образуемые дорогами общего пользования (закрываемыми для транспорта) между населёнными пунктами. Такие А. и гоночные трассы предъявляют повышенные требования к устойчивости и управляемости автомобилей и к мастерству гонщиков, хотя скорость движения на них ниже, чем на треках с наклонными параболическими виражами. Автомотодром предназначен для проведения спортивных соревнований и испытаний автомобилей и мотоциклов. На нём сооружают внутренний трек для мотогонок дл. 1-2 км с параллельным финишным участком против Автомотодром.трибун и кольцевую (замкнутую) дорожку дл. 400-500 м с гаревым покрытием для соревнований на мотоциклах. А.
П. Галлы, С. А. Лаптев. АВТОЖИР (франц. autogyre, от греч. autos - сам и gyros - круг, вращение), летательный аппарат тяжелее воздуха, отличающийся от самолёта тем, что осн. несущей поверхностью служит возд. винт-ротор, свободно вращающийся вокруг вертик. оси под действием встречного потока воздуха. Изобретён испанским инженером X. де ла Сиерва в 1922. В связи с развитием вертолётов, обладающих рядом преимуществ перед А., работы по созданию последних были прекращены. АВТОЗАГРУЗЧИК
СЕЯЛОК, см. Загрузчик сеялок. АВТОЗАПРАВОЧНАЯ СТАНЦИЯ (АЭС), сооружение для снабжения (заправки) автомобилей, мотоциклов и др. самоходных машин жидким топливом, маслом, водой и воздухом, а также для продажи фасованных нефтепродуктов, автопринадлежностей и запасных частей. Располагаются на автодорогах и в населённых пунктах, в местах, обеспечивающих удобный заезд и выезд автомобилей. Схема автодрома Монца: 1 - трек; 2 -дорожный маршрут. На нек-рых загородных АЭС устраиваются площадки для техобслуживания и мойки автомобилей, кафетерий, бытовые помещения. Оборудование АЗС включает: топливо-и маслораздаточные колонки, водо- и воз-духозаправочные устройства, подземные топливные, масляные и электрич. коммуникации, противопожарное оборудование, компрессор. Топливо и масло хранятся в металлич. подземных резервуарах. Раздаточные колонки устанавливаются на заправочном островке - бетонированной площадке. Перспективна
автоматизация процессов заправки, повышающая пропускную способность АЗС,
снижающая потери топлива и трудоёмкость процессов. Для этой цели применяются
дистанционное управление выдачи дозы топлива и масла, получение топлива
на автоматич. колонке индивидуальным ключом или перфокартой (см. Топливораздаточная
колонка), двусторонняя громкоговорящая связь оператора АЗС с заправочными
колонками, механизир. учёт работы АЗС и т. д. Ю. Л. Юркевич. АВТОКАР
(от авто... и англ, саr - тележка), самодвижущаяся тележка с двигателем
внутр. сгорания для перевозки грузов на небольшие расстояния. Заменяется
электрокарами. АВТОКАТАЛИЗ (от авто... и катализ), ускорение хим. реакции одним из её продуктов. Пример А.: гидролиз этил-ацетата в водном растворе: СН3СООС2Н5 + Н2О = СН3СООН+С2Н5ОН. Продукт реакции - уксусная кислота СН3СООН и ион Н+, образующийся при её электролитич. диссоциации, ускоряют реакцию. Скорость автокаталитич. реакции вначале возрастает вследствие увеличения количества продукта, являющегося катализатором, а затем падает в результате израсходования исходных веществ. Поэтому зависимость степени превращения а от времени t описывается S-образной кривой (см. рис.). Реакция начинается благодаря присутствию в начальный момент некоторого малого количества продукта (затравка) или другого катализатора, или, наконец, за счёт медленной некаталитич. реакции, происходящей параллельно каталитической. Если начальная концентрация катализатора и скорость некаталитич. реакции весьма малы, то в течение некоторого времени, наз. периодом индукции, реакция настолько медленна, что практически не обнаруживается, и лишь по истечении этого времени становится заметной. Автокаталитич. характер имеют процессы образования новой фазы, протекающие на границе раздела фаз (такие, как конденсация пересыщенного пара, кристаллизация переохлаждённой жидкости, топохимические реакции), т. к. по мере увеличения количества новой фазы растёт поверхность раздела. Цепные разветвлённые реакции могут быть внешне весьма сходны с автокаталитическими. Отличие заключается в том, что ускорение реакции при разветвлении цепей вызвано накоплением активных промежуточных веществ, а не продуктов реакции (см. Цепные реакции). Автокаталитич. реакция первого порядка (по исходному веществу и продукту); начальная концентрация продукта равна 0,1% от начальной концентрации исходного вещества.
Термин "А." иногда применяют и в тех случаях, когда катализатором является одно из исходных веществ реакции. М. И. Тёмкин. АВТОКЕФАЛЬНАЯ ЦЕРКОВЬ (от авто... и греч. kephale-голова), в православии самостоятельная церковь, административно независимая от др. церквей. В число А. ц. входят (1968): Албанская, Александрийская, Антиохийская, Болгарская, Элладская (Греция), Грузинская, Иерусалимская, Кипрская, Константинопольская, Польская, Румынская, Русская, Сербская, Чехословацкая. АВТОКЛАВ (от авто... и лат. clavis - ключ), аппарат для проведения различных процессов при нагреве и под давлением выше атмосферного. В этих условиях достигается ускорение реакции и увеличение выхода продукта. А. бывают: вращающиеся, качающиеся, горизонтальные, вертикальные и колонные. А. представляет собой сосуд либо замкнутый, либо с открывающейся крышкой. При необходимости снабжаются внутренними, наружными или выносными теплообменниками, механическими, электромагнитными, либо пневматич. перемешивающими устройствами и контрольно-изме-рит. приборами для измерения и регулирования давления, температуры, уровня жидкости и т. п. Конструкция и осн. параметры промышленного А. разнообразны, ёмкость от нескольких десятков см3 до сотен м3, предназначаются для работы под давлением до 150 Мн/м2 (1500 кгс/см2) при темп-ре до 500°С. Для хим. производств перспективны бессальниковые А. с экранированным электродвигателем, не требующим уплотнения. Ротор этого электродвигателя насажен непосредственно на вал мешалки и накрыт герметичным тонкостенным экраном из немагнитного материала, не препятствующего проникновению магнитных силовых линий от статора электродвигателя к ротору. А. применяются в хим. пром-сти (производство гербицидов, органич. полупродуктов и красителей, в процессах синтеза); в гидрометаллургии (выщелачивание с последующим восстановлением из растворов цветных и драгоценных металлов, редких элементов): в резин, пром-сти (вулканизация технич. изделий); в консервной пром-сти (стерилизация консервов); в пром-сти стройматериалов. А. широко используется также в медицине (см. Автоклав в медицине). Лит.:
Корндорф Б. А., Техника высоких давлений в химии, Л.- М., 1952; Плановский
А. Н., Гуревич Д. А., Аппаратура промышленности полупродуктов и красителей,
[2 изд.], М., 1961. Г.М.Векслер, В.А.Зайцев. АВТОКЛАВ в медицине, аппарат для стерилизации паром под давлением хирургич. перевязочного материала, инструментов, большинства питательных сред для выращивания микроорганизмов, для обеззараживания инфицированного материала, операционных халатов и т. п. Основная часть А.- герметичная водопаровая камера для получения водяного пара необходимой темп-ры и давления. Внутри водопаровой камеры установлена стерилизац. камера, в к-рую помещают стерилизуемый материал. В свободное пространство между камерами наливают воду. При нагреве А. пар поднимается между стенками камер, проникает в стерилизац. камеру сквозь отверстия в верхней части и поднимает в ней давление и темп-ру, необходимые для уничтожения микроорганизмов в стерилизуемом материале. А. снабжён металлич. кожухом, подставкой и изолирован изнутри слоем асбеста (см. рис.). Применяют стационарные и переносные А. Автоклав медицинский (до 3 атм): 1 - крышка; 2 - резиновая прокладка; 3 - отверстия для поступления пара; 4 - водопаровая камера; 5 - металлический кожух; 6 - стерилизационная камера; 7 - слой асбеста; 8 и 14 - спускные краны; 9 - подставка; 10 и 12 - краны для заправки воды; 11 - водоуказательное стекло; 13 - манометр; 15 - предохранительный клапан. АВТОКЛАВНЫЕ МАТЕРИАЛЫ, материалы и изделия автоклавного твердения, строит, материалы и изделия, получаемые из смеси извести и кварцевого песка и твердеющие при повыш. темп-ре и давлении. В процессе изготовления А. м. подвергаются термической обработке (запа-риванию) в автоклавах при t 175- 200 "С насыщенным водяным паром под давлением 0,9-1,6 Мн/м2(9-16 кгс/см2) в течение 8-16 ч. В результате физ.-хим. взаимодействия компонентов (извести, песка и воды) образуются гидросиликаты кальция, обусловливающие твердение и монолитность материала. Способ изготовления автоклавного силикатного кирпича из смеси (по массе) извести (8-10% ) и кварцевого песка (90-92% ) впервые был предложен немецким учёным В. Михаэлисом в 1880. В
России изготовление силикатного кирпича началось в конце 19 в. В нач. 30-х
гг. в СССР было освоено производство автоклавных стеновых известково-песчаных
и известково-шлако-песчаных камней и блоков (сплошных и пустотелых), известково-трепельного
фибролита, облицовочных плит и др. изделий. В эти же годы разработана технология
и организовано производство бетонных камней на основе портландцемента (чем
положено начало использованию цемента в производстве А. м.), а также ячеистого
бетона из смеси молотой негашёной извести, молотого кварцевого песка и
пе-но- или газообразователей (в виде т. н. пеносиликата и газосиликата)
и изделий из них с объёмной массой от 400 до 1200 кг/м3 и
более. В 50-е годы в СССР была разработана технология изготовления
крупноразмерных силикатобетонных изделий автоклавного твердения с пределом
прочности при сжатии до 50 Мн/м2 (500 кгс/см2)
и более; такие изделия по своим свойствам равноценны железобетонным,
а себестоимость их на 10-20% ниже. Эта работа удостоена Ленинской пр. (1962).
Советскими учёными открыта также возможность замены извести и портландцемента
в произ-ве автоклавных изделий молотыми шлаками (металлур-гич., топливными
и др.), нефелиновым шламом и нек-рыми золами (содержащими до 20-50% окиси
кальция в свободном виде, а также в виде силикатов и алюминатов, способных
к гидратации при термообработке в автоклавах). На основе автоклавной
обработки в СССР организовано массовое произ-во крупноразмерных элементов
(стеновых блоков и панелей) из тяжёлого, лёгкого и ячеистого бетонов с
объёмной массой от 300-500 до 2000-2400 кг/м3, теплоизоляционных,
облицовочных и др. материалов и изделий. А. В. Вплженский. АВТОКОД, простой язык программирования; система команд нек-рой условной машины, способной в качестве элементарных выполнять значительно более сложные операции, чем данная конкретная ЭВМ. Наиболее распространены А. типа 1:1, в к-рых осн. элемент языка (оператор, строка) при переводе на языке цифровой вычислит, машины (ЦВМ) преобразуется в одну команду. С помощью А. типа 1:1 можно составить любую программу, к-рая возможна в системе команд вычислит, машины. Программирование на А. типа 1:1 эквивалентно программированию на языке ЦВМ, однако более удобно для человека и ускоряет работу примерно в 3 раза. А., отличные от А. типа 1:1, ориентируются не на систему команд ЦВМ, а на класс решаемых задач, значительно ускоряют работу по программированию, но не дают возможности получить программу такого же высокого качества, какое в принципе достижимо при программировании на языке ЦВМ или на А. типа 1:1. В А. (не типа 1:1) осн. элемент языка (оператор) при переводе в код ЦВМ преобразуется, как правило, в совокупность неск. команд. Указать резкую границу между А. и другими (более сложными) языками программирования невозможно. Примерами А. типа 1:1 могут служить А., разработанные в СССР для ЦВМ БЭСМ-6 иУрал;. Пример более сложного А.- А. типаИнженер; для ЦВМ ч Минск;. Алгоритм, заданный на А., перерабатывается в программу ЦВМ с помощью т. н. программы-транслятора, к-рая может по заданию программиста производить также простейшее распределение памяти, автоматич. компоновку программ из отд. частей с использованием библиотеки подпрограмм и др. операции. Во многих системах автоматич. программирования А. служит промежуточным языком при переводе с другого языка программирования в код ЦВМ. Лит.
см. при ст. Язык программирования. В. И. Собелъман. АВТОКОЛЕБАНИЯ, незатухающие колебания, которые могут существовать в к.-л. системе при отсутствии переменного внеш. воздействия, причём амплитуда и период колебаний определяются свойствами самой системы. Этим А. отличаются от вынужденных колебаний, амплитуда и период к-рых определяются характером внеш. воздействия (приставкаавто; и указывает на то, что колебания возникают в самой системе, а не навязываются внеш. воздействием). А. отличаются и от свободных колебаний (напр., колебаний свободно подвешенного маятника, колебаний силы тока в элект-рич. контуре) тем, что, во-первых, свободные колебания постепенно затухают, во-вторых, их амплитуда зависит от первоначального ;толчка, создающего эти колебания. Примерами А. могут служить колебания, совершаемые маятником часов, колебания струны в смычковых или столба воздуха в духовых муз. инструментах, электрич. колебания в лампово'м генераторе (см. Генерирование электрических колебаний). Системы, в к-рых возникают А., наз. автоколебательными. Автоколебат. системы во многих случаях можно разделить на 3 осн. элемента: 1) колебательную систему (в узком смысле); 2) источник энергии, за счет к-рого поддерживаются А., и 3) устройство, регулирующее поступление энергии из источника в колебат. систему. Эти 3 осн. элемента могут быть отчётливо выделены, напр., в часах, в к-рых маятник или баланс служит колебат. системой, пружинный или гиревой завод - источником энергии, и, наконец, анкерный ход - механизмом, регулирующим поступление энергии из источника в систему. В ламповом генераторе колебат. системой служит контур, содержащий ёмкость и индуктивность и обладающий малым активным сопротивлением; выпрямитель (или батарея), питающий напряжением анод лампы, является источником энергии, а электронная лампа с элементом обратной связи -устройством, регулирующим поступление энергии из источника в колебат. контур. В часах, напр., А. осуществляются след, образом (рис.). При прохождении качающегося балансира 1 через определённое положение (обычно дважды за период) спусковое устройство 2 и 3 подталкивает колесо балансира, сообщая ему энергию, необходимую для того, чтобы компенсировать потерю энергии за полпериода колебаний. Балансир часов совершает А. с амплитудой, целиком определяемой свойствами часового механизма. Однако для того, чтобы эти А. возникли, обычно нужно не только завести пружинный завод, но и слегка встряхнуть часы, т. е. сообщить начальный толчок балансиру. Т. о., часы - это в большинстве случаев автоколебат. система без самовозбуждения. В духовых инструментах продувание струи воздуха поддерживает А. столба воздуха в трубе инструмента, а в струнных смычковых инструментах А. поддерживаются силой трения, действующей между смычком и струной. Спусковой механизм часов: 1 - балансир; 2 - анкерная вилка; 3 - спусковое колесо. Чтобы колебания были незатухающими, поступающая из источника в систему энергия должна компенсировать потери энергии в самой системе. Такая компенсация происходит в целом за период колебаний; но в одни части периода поступающая энергия может превышать потери в системе, в другие, наоборот, потери в системе могут превышать поступление энергии в неё. То значение амплитуды колебаний, при к-ром происходит компенсация потерь в целом за период, и является стационарным (не изменяющимся со временем) значением амплитуды А. Такой баланс поступления и потерь энергии оказывается возможным только при определённых значениях амплитуды А. (в простейших случаях только при одном значении). Обычно при значениях амплитуды колебаний, меньших стационарной, поступление энергии в систему превышает потери в ней, вследствие чего амплитуда колебаний возрастает и достигает стационарного значения. В частности, если в систему поступает энергия больше, чем теряется в ней при сколь угодно малых амплитудах колебаний, то происходит самовозбуждение колебаний. Наоборот, при амплитудах, превышающих стационарное значение, потери энергии в системе обычно превышают поступление энергии из источника, вследствие чего амплитуда колебаний уменьшается и также достигает стационарного значения. Т. о., отклонения амплитуды А. в ту или другую сторону от стационарного значения затухают, и А. в этих случаях устойчивы. Однако в нек-рых случаях отклонение амплитуды колебаний от стационарного значения и нарушение компенсации потерь энергии в системе приводят к дальнейшему росту отклонений амплитуды от стационарного значения. Это будет иметь место, если при уменьшении амплитуды потери начинают преобладать над поступлением энергии или, наоборот, при увеличении амплитуды поступление энергии начинает преобладать над потерями. В этом случае А. неустойчивы, и, вследствие наличия во всякой реальной системе неизбежных возмущений и толчков, такие А. длительное время существовать не могут. Форма А. может быть различной. Если добротность колебательной системы велика, т. е. потери энергии в колебат. системе относительно малы, то для поддержания А. в систему за период должно поступать количество энергии, очень малое по сравнению с полной энергией колебат. системы. При этом характер происходящих процессов почти не изменяется по сравнению с тем, как они протекали бы в системе без поступления энергии. В этом случае период и форма А. будут очень близки к периоду и форме собственных колебаний колебат. системы; если собств. колебания в системе по форме близки к гармоническим, то А. также близки к гармоническим. В
систему с малой добротностью для поддержания А. должна поступать энергия,
уже не малая по сравнению с энергией системы, что может существенно изменить
характер происходящих в ней процессов; в частности, форма А. может значительно
отличаться от синусоидальной. Если за период А. рассеивается вся накопленная
в системе энергия (т. е. система уже не колебательная, а апериодическая),
то А. могут очень сильно отличаться по форме от синусоидальных, т. е. превратиться
в т. н. релаксационные колебания. Возможность установления баланса энергии только при определённых значениях амплитуды А. обусловлена наличием в системе т. н. нелинейного элемента, свойства к-рого зависят от состояния системы (напр., сопротивления, к-рое зависит от приложенного к этому сопротивлению напряжения). Лит.:
Горелик Г. С., Колебания и волны, 2 изд., М., 1959; Теодорчик К. Ф.,
Автоколебательные системы, 3 изд., М.- Л., 1952. С. Э. Хайкин. АВТОКОЛЛИМАТОР (от авто... и collimo, вместо правильн. лат. collineo - направляю прямо), оптико-механич. прибор для точных угловых измерений. Может быть применён для контроля прямолинейности и плоскостности направляющих (напр., станка). АВТОКОЛЛИМАЦИЯ, ход световых лучей, при к-ром они, выйдя из нек-рой части оптич. системы (коллиматора) параллельным пучком, отражаются от плоского зеркала и проходят систему в обратном направлении. Если зеркало перпендикулярно оси системы, то излучающая точка, лежащая в фокальной плоскости на этой оси, совмещается с её изображением в отражённых лучах; поворот зеркала приводит к смещению изображения. Этим широко пользуются в оптич. приборах (напр., в спектральных) для выверки параллельности поверхностей оптич. деталей (напр., зеркал в оптических квантовых генераторах), контроля параллельности перемещений (напр., ползунов, суппортов и т. п.). А.
М.Бонч-Бруевич. АВТОКОРМУШКА,
см. Кормушка. АВТОКРАТИЯ
(or греч. autokrateia - самовластие, самодержавие), форма правления,
представляющая собой неограниченное и бесконтрольное полновластие одного
лица в гос-ве (см. также Деспотия, Тирания, Абсолютизм). А. являлись
деспотич. монархии Др. Востока, тиранич. правления в нек-рых др.-греч.
гос-вах, Римская и Византийская империи, абсолютные монархии нового времени.
ПонятиеАупотреблялось также для обозначения неограниченных полномочий в
к.-л. особой сфере гос. деятельности. В совр. лит-ре понятиемАобозначаются
и политич. режимы, характеризующиеся неконтролируемой представительными
органами верховной властьюлидера; (фюрера, дуче, кау-дильо). См.
также Авторитаризм, Тоталитарное государство. B.C.
Нерсесянц. АВТОЛЕСОВОЗ, автомобиль для перевозки пиломатериалов, уложенных пакетами. Особенность конструкции А.- высоко поднятая рама с угловыми стойками, опирающимися через пружинные рессоры на ходовые колёса. А. наезжает на пакет, уложенный на подкладки; захватные устройства, расположенные под рамой, поворачиваясь вокруг горизонт, оси, сближаются и перемещаются при помощи гидропривода по вертикали, приподнимая пакет до прижима его к нижней поверхности рамы. Разгрузка А. производится в обратном порядке. Н.
Н. Куницкий, АВТОЛИЗ,
аутолиз (от авто... и греч. lysis - разложение, распад), самопереваривание
тканей животных, растений и микроорганизмов. При А. происходит распад клеточных
белков, углеводов, жиров под влиянием присутствующих в клетках гидролитич.
ферментов. Прижизненный А. наблюдается в очагах омертвения, в клетках злокачественных
новообразований. А. имеет место при разложении трупов. В растениях А. происходит
при отмирании клеток в результате влияния низкой темп-ры, высушивания,
действия ядовитых веществ (хлороформа, толуола и др.), а также при механич.
измельчении тканей. А. микробных клеток наблюдается при старении микробной
культуры, повреждении микроорганизмов физ., хим. или биол. агентами. А.
имеет место также при некоторых технологич. процессах, при ферментации
табака, чая, силосовании кормов и др. Н.П. Мешкова. АВТОЛИТОГРАФИЯ, вид литографии, при котором изображение на камень наносит художник-автор, в отличие от репродукционной литографии, где оригинал перерисовывает на камень мастер-литограф. АВТОЛЫ
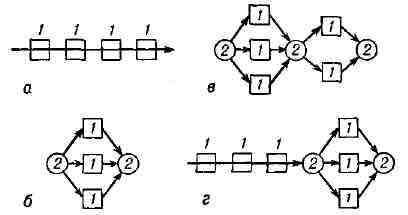
[от авто(мобиль) и лат. ol(eum) - масло], см. Моторные масла. АВТОМАТ (от греч. automates - самодействующий), 1) самостоятельно действующее устройство (или совокупность устройств), выполняющее по заданной программе без непосредственного участия человека процессы получения, преобразования, передачи и использования энергии, материала и информации. А. применяются для повышения произво-дительности и облегчения труда человека, для освобождения его от работы в труднодоступных или опасных для Жизни условиях. Самодействующие устройства известны были ещё в глубокой древности. С их помощью жрецы создавали у слепо верующих людей представления очудесах, якобы творимых божественной силой. В эпоху античности и в ср. века неоднократно создавались устройства, имитирующие движения живых существ без видимого участия движущей силы. Прак-тич. значения такиеавтоматы; не имели, но, оставаясь занимательными игрушками, они оказались своего рода предшественниками совр. А. Существенно повлияло на развитие А. изобретение часов с пружинным приводом (П. Хен-лейн в Германии, 16 в.) и особенно маятниковых часов (X. Гюйгенс в Голландии, 1657), в которых впервые использовались принципы и отд. механизмы, получившие впоследствии широкое применение в А. Однако первое пром. использование А. относится к 18 в.- периоду пром. революции, когда средства труда приобрели такую материальную форму существования, к-рая обусловила замену чело-веч, силы силами природного происхождения и рутинных приёмов в организации труда сознательным использованием накопленного опыта. К автоматич. устройствам этого времени, имевшим в осн. экспериментальный характер, относятся: в России - автоматич. суппорт Андрея Нартова для токарно-копировальных станков (20-е гг. 18 в.), поплавковый регулятор уровня воды в котле И. И. Ползу нова (1765), в Англии - центробежный регулятор Дж. Уатта (1784), во Франции - ткацкий станок с программным управлением от перфокарт для выработки крупноузорчатых тканей Ж. Жаккара (1808) и др. Автоматич. устройства 18-19 вв. основывались на принципах и методах клас-сич. механики. Развитие электротехники, практич. использование электричества в воен. деле, связи и на транспорте привели к ряду открытий и изобретений, послуживших научной и технич. базой для новых типов А., действующих при помощи электричества. Важное значение имели работы русских учёных: изобретение П. Л. Шиллингом магнитоэлектрич. реле (1830) - одного из осн. элементов электроавтоматики, разработка Ф. М. Ба-люкевичем, В. М. Тагайчиковым и др. в 80-х гг. 19 в. ряда устройств автоматич. сигнализации на ж.-д. транспорте, создание С. М. Апостоловым-Бердичевским совместно с М. Ф. Фрейденбергом первой в мире автоматической телефонной станции (1893-95) и мн. др. Возникновение новой самостоятельной области науки и техники - электроники, привело к появлению принципиально новых электронных автоматич. устройств и целых комплексов от электронного реле до управляющих вычислительных машин. По мере развития А. расширялись их возможности и области применения. Из
механизмов, выполнявших одну к.-л. функцию без прямого участия человека,
А. превратились в сложные автоматич. устройства, успешно выполняющие функции
контроля, регулирования и управления (см. Автоматическое управление).
Вместо отдельных А. стали применяться, особенно в пром-сти, энергетике
и космонавтике, автоматич. комплексы, часто с использованием электронных
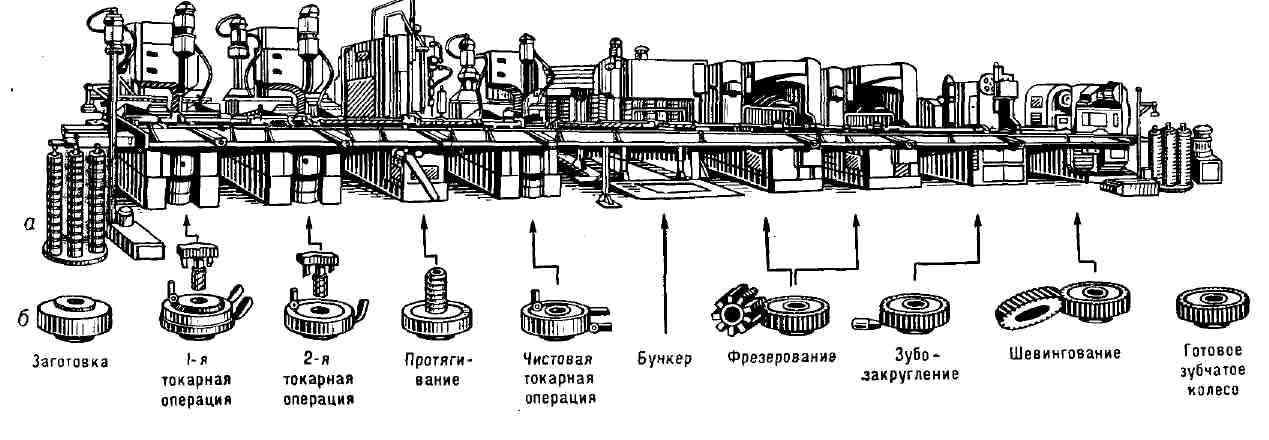
вычислит, машин (см. Автоматическая линия. Автооператор гидроэлектростанции). Конструкция, схема и принцип действия А. в значит, мере определяются его назначением, условиями работы, видом используемой энергии и способом задания программы. Различают А.: технологические (напр., литейный автомат, котлетный автомат, металлорежущие станки-автоматы, различные автоматизированные агрегаты и т. д.), энергетические (автоматич. приборы и устройства энергосистем, электрич. машин, элект-рич. сетей и т. д.), транспортные (напр., автомашинист, автостоп), счётно-решающие, в т. ч. вычислительные машины, торговые (пищеприготовительный автомат, магазин-автомат и др.), военные (напр., системы наведения и автоматическое оружие), бытовые автоматы и др. В
зависимости от условий работы и вида используемой энергии существуют А.,
включающие механич., гидравлич., электрич. (электронные), пневматич., комбинированные,
напр. пневмо-электрич. устройства, а также А., действие к-рых основано
на использовании энергии взрыва (напр., пистолет-пулемёт). Последовательность всех рабочих и вспомогат. операций, выполняемых А., наз. рабочим циклом. Автоматизированные устройства, у к-рых рабочий цикл прерывается и для его повторения требуется обязательное вмешательство человека, наз. полуавтоматами. В общем случае рабочий цикл А. определяется программой, к-рая задаётся в конструкции А., либо извне с помощью перфорац. карт или др. к.-л. носителей информации, либо с помощью копировальных или моделирующих устройств. Напр., программа действия наручных часов определяется конструкцией спускового механизма и маятника, получающих в большинстве случаев энергию от заводной пружины. В металлорежущем копировальном станке программа задаётся с помощью копира. Автоматич. выключатели электрич. сети срабатывают при выходе за установленные пределы значений силы электрич. тока, напряжения или частоты. В А. по продаже розничных товаров при опускании денег включается устройство, подсчитывающее полученную сумму, последняя сравнивается с установленной ценой на продаваемый товар и при их соответствии срабатывает устройство, выдающее или разрешающее выдачу покупки. В этом случае А. не только заменяют труд продавца по выдаче товара покупателю, но и освобождают его от расчётов, связанных с оплатой товара. А., аналогичные приведённым, как правило, узкоспециализированны, обладают высокой производительностью, однако изменение их рабочих циклов обычно связано с трудоёмкой переналадкой или совсем невозможно. Программа
А., заданная с помощью перфокарт, магнитных лент и т. д., мало связана
с его структурой и конструкцией, что обеспечивает универсальность А. (напр.,
металлорежущие, ткацкие, поли-графич. станки с программным управлением,
автодиспетчер и автомашинист, электронные вычислит, машины, космические
летательные аппараты). Получают широкое распространение А., способные запоминать
и обобщать опыт своей работы и целесообразно его использовать в соответствии
с изменяющимися условиями (см. Самонастраивающаяся система). В состав
таких А. обязательно входят датчики и устройства обратной связи, блоки
памяти, управления, самонастройки и др., что существенно усложняет их структуру
и конструкцию. Однако при этом функциональные возможности А. обогащаются
настолько, насколько это требуется для выполнения весьма сложных технологич.
процессов и процессов управления, избавляя тем самым человека не только
от тяжёлого физич. труда, но и упрощая его функции в сфере управления (см.
Автоматизация управленческих работ, Автоматизация производства). 2)
Одно из осн. понятий кибернетики; абстрактная модель технич. или биол.
системы, перерабатывающая дискретную (цифровую) информацию дискретными
временными тактами. Наиболее изучены конечные автоматы (см. Автоматов
теория). Лит.
см. при статьях Автоматизация производства. Автоматическое управление,
Автоматизация управленческих работ. Автоматическое оружие. Г. И. Белов. АВТОМАТ
(воен.), широко распространённое название пистолета-пулемёта. АВТОМАТИЗАЦИИ СТЕПЕНЬ, коэффициент, характеризующий степень автоматизации машины или производства. А. с. машины подразделяется на цикловую, рабочую и эксплуатационную. Цикловая Л. с. определяется по формуле: где где расчётный
эксплуатационный период работы машины (месяц, год). А. с. производства
подразделяется на общую и комплексную. Общая А. с. выражается формулой: Цикловая А. с.- первичная ступень автоматизации произ-ва. Высшей степенью автоматизации является комплексная автоматизация произ-ва. А.Е.Прокопович. АВТОМАТИЗАЦИЯ ПРОГРАММИРОВАНИЯ, раздел программирования, разрабатывающий методы составления программ для электронных вычислительных машин (ЭВМ) с помощью самих ЭВМ. При применении А. п. программы записываются не на машинном языке, а в форме, более удобной для описания алгоритмов решения того или иного класса задач. В А. п. можно выделить два осн. направления работ, тесно друг с другом связанных. Первый - разработка универсальных и специализированных (т. е. предназначенных для решения каких-то определённых классов задач) языков программирования. Второй (иногда лишь его и имеют в виду, говоря об А. п.) - разработка методов выполнения на вычислит, машинах программ, записанных на языках программирования, и решение связанных с этим проблем. Применяемые в А. п. методы и возникающие здесь задачи зависят от особенностей ЭВМ и, в свою очередь, оказывают существенное влияние на дальнейшее развитие и совершенствование их структуры. Лит.: Современное программирование. Сб. ст., пер. с англ., М., 1966; Жоголе в Е. Б., Трифонов Н. П., Курс программирования, 2 изд., М., 1967. АВТОМАТИЗАЦИЯ ПРОИЗВОДСТВА, процесс в развитии машинного производства, при к-ром функции управления и контроля, ранее выполнявшиеся человеком, передаются приборам и автоматич. устройствам. А. п.- основа развития совр. промышленности, генеральное направление технич. прогресса. Цель А. п. заключается в повышении эффективности труда, улучшении качества выпускаемой продукции, в создании условий для оптимального использования всех ресурсов производства. Различают А. п.: частичную, комплексную и полную. Частичная А. п., точнее - автоматизация отдельных производств, операций, осуществляется в тех случаях, когда управление процессами вследствие их сложности или скоротечности практически недоступно человеку и когда простые автоматич. устройства эффективно заменяют его. Частично автоматизируется, как правило, действующее производств, оборудование. По мере совершенствования средств автоматизации и расширения сферы их применения было установлено, что частичная автоматизация наиболее эффективна тогда, когда производств, оборудование разрабатывается сразу как автоматизированное. К частичной А. п. относится также автоматизация управленческих работ. При комплексной А. п. участок, цех, завод, электростанция функционируют как единый взаимосвязанный автоматизированный комплекс. Комплексная А. п. охватывает все основные производственные функции предприятия, хозяйства, службы; она целесообразна лишь при высокоразвитом произ-ве на базе совершенной технологии и прогрессивных методов управления с применением надёжного производств, оборудования, действующего по заданной или самоорганизующейся программе. Функции человека при этом ограничиваются общим контролем и управлением работой комплекса. Полная А. п.- высшая ступень автоматизации, к-рая предусматривает передачу всех функций управления и контроля комплексно-автоматизированным производством автоматич. системам управления (см. Автоматическое управление). Она проводится тогда, когда автоматизируемое производство рентабельно, устойчиво, его режимы практически неизменны, а возможные отклонения заранее могут быть учтены, а также в условиях недоступных или опасных для жизни и здоровья человека. При определении степени автоматизации учитывают прежде всего её экономич. эффективность и целесообразность в условиях конкретного произ-ва. А. п. не означает безусловное полное вытеснение человека автоматами, но направленность его действий, характер его взаимоотношений с машиной изменяется; труд человека приобретает новую качеств, окраску, становится более сложным и содержательным. Центр тяжести в трудовой деятельности человека перемещается на технич. обслуживание машин-автоматов и на аналитически-распорядит. деятельность. Работа одного человека становится такой же важной, как и работа целого подразделения (участка, цеха, лаборатории). Одновременно с изменением характера труда изменяется и содержание рабочей квалификации: упраздняются многие старые профессии, основанные на тяжёлом физич. труде, быстро растёт удельный вес научно-технич. работников, к-рые не только обеспечивают нормальное функционирование сложного оборудования, но и создают новые, более совершенные его виды. А. п. является одним из осн. факторов современной научно-технической революции, открывающей перед человечеством беспрецедентные возможности преобразования природы, создания огромных материальных богатств, умножения творческих способностей человека. Однако капитализм, как было отмечено в основном документе международного Совещания коммунистических и рабочих партий (июнь 1969, Москва), использует эти возможности для увеличения прибылей и усиления эксплуатации трудящихся. Совершенная по форме А. п. в условиях капиталистич. общества по существу остаётся средством эксплуатации и направлена гл. обр. на максимальное использование оборудования и предметов труда в интересах монополистич. капитала, сохранения его господства. Быстрое нервное изматывание людей, значит, отставание роста заработной платы от роста производительности труда и его интенсификации ведут к воспроизводству социальных антагонизмов, к порождению новых противоречий. Это прежде всего противоречие между необычайными возможностями, открываемыми научно-технич. революцией, и препятствиями, к-рые капитализм выдвигает на пути их использования в интересах всего общества, обращая большую часть открытий науки и огромные материальные ресурсы на военные цели, расточая национальные богатства. Возрастающее отчуждение рабочего, его подчинённое положение по отношению к машине-автомату, гнёт со стороны всей системы капиталистич. управления - всё это вызывает рост протеста трудящихся капиталистич. стран против А. п. А. п. в социалистич. условиях - один из осн. методов развития нар. х-ва. Благодаря социалистич. характеру собственности, плановой организации произ-ва, активному участию работников физич. и умственного труда в руководстве и управлении х-вом становится реальным оптимальное использование возможностей, открывающихся в результате научно-технич. революции, для ускорения экономич. развития и наиболее полного удовлетворения потребностей всех членов общества. В СССР А. п. достигается не только высший экономич. эффект, создание обилия материальных и культурных ценностей общества, но и постепенное стирание различий между физич. и умственным трудом при полной занятости всех людей. История развития А. п. Самодействующие устройства - прообразы совр. автоматов - появились в глубокой древности (см. Автомат). Однако в условиях мелкого кустарного и полукустарного произ-ва вплоть до 18 в. практич. применения они не получили и, оставаясь занимательными "игрушками", свидетельствовали лишь о высоком искусстве древних мастеров. Совершенствование орудий и приёмов труда, приспособление машин и механизмов для замены человека в производств, процессах вызвали в конце 18 в.- начале 19 в. резкий скачок уровня и масштабов произ-ва, известный как пром. революция 18-19 вв. Пром. революция создала необходимые условия для механизации производства, в первую очередь прядильного, ткацкого, металло- и деревообрабатывающего. К. Маркс увидел в этом процессе принципиально новое направление технич. прогресса и подсказал переход от применения отдельных машин к "автоматич. системе машин", в к-рой за человеком остаются сознательные функции управления: человек становится рядом с процессом произ-ва в качестве его контролёра и регулировщика. Важнейшими изобретениями этого периода стали изобретения рус. механиком И. И. Пол-зуновым автоматич. регулятора питания парового котла (1765) и англ, изобретателем Дж. Уаттом центробежного регулятора скорости паровой машины (1784), ставшей после этого осн. источником меха-нич. энергии для привода станков, машин и механизмов. С 60-х гг. 19 в., в связи с быстрым развитием железных дорог, стала очевидна необходимость автоматизации железнодорожного транспорта и прежде всего создания автоматич. приборов контроля скорости для обеспечения безопасности движения поездов (см. Железнодорожная автоматика и телемеханика). В России одними из первых изобретений в этом направлении были автоматич. указатель скорости инженера-механика С. Прауса (1868) и прибор для автоматич. регистрации скорости движения поезда, времени его прибытия, продолжительности остановки, времени отправления и местонахождения поезда, созданный инженером В. Зальманом и механиком О. Графтио (1878). О степени распространения автоматич. устройств в практике железнодорожного транспорта свидетельствует то, что на Московско-Брестской железной дороге уже в 1892 существовал отдел "механического контроля поездов". Учение об автоматических устройствах до 19 в. замыкалось в рамки классич. прикладной механики, рассматривавшей их как обособленные механизмы. Основы науки об автоматическом управлении по существу впервые были изложены в статье англ, физика Дж. К. Максвелла "О регулировании" (1868) и труде рус. учёного И. А. Вышнеградского "О регуляторах прямого действия" (1877), в к-ром впервые регулятор и машина рассматривались как единая система. А. Стодола, Я. И. Грдина и Н. Е. Жуковский, развивая эти работы, дали систематич. изложение теории автоматич. регулирования. С появлением механич. источников электрич. энергии - электромашинных генераторов постоянного и переменного тока (динамомашин, альтернаторов) - и электродвигателей оказалась возможной централизов. выработка энергии, передача её на значит, расстояния и дифференцированное использование на местах потребления. Тогда же возникла необходимость в автоматич. стабилизации напряжения генераторов, без которой их пром. применение было ограниченным. Лишь после изобретения регуляторов напряжения с нач. 20 в. электроэнергия стала использоваться для привода производств, оборудования. Наряду с паровыми машинами, энергия к-рых распределялась трансмиссионными валами и ремёнными передачами по станкам, постепенно распространялся и электропривод, вначале вытеснивший паровые машины для вращения трансмиссий, а затем получивший и индивидуальное применение, т. е. станки начали оснащать индивидуальными электродвигателями. Переход от центрального трансмиссионного привода к индивидуальному в 20-х гг. 20 в. чрезвычайно расширил возможности совершенствования технологи механич. обработки и повышения экономич. эффекта. Простота и надёжность индивидуального электропривода позволили механизировать не только энергетику станков, но и управление ими. На этой основе возникли и получили развитие разнообразные станки-автоматы, многопозиционные агрегатные станки и автоматические линии. Широкое применение автоматизированного электропривода в 30-е гг. 20 в. не только способствовало механизации мн. отраслей пром-сти, но по существу положило Начало современной А. п. Тогда же возник и сам термин "А. п.". В СССР освоение автоматизированных средств управления и регулирования производств, процессов началось одновременно с созданием тяжёлой пром-сти и машиностроения и проводилось в соответствии с решениями Коммунистич. партии и Сов. правительства об индустриализации и механизации произ-ва. В 1930 по инициативе Г. М. Кржижановского в Глав-внергоцентре ВСНХ СССР был организован комитет по автоматике для руководства работами по автоматизации в энергетике. В правлении Всесоюзного элект-ротехнич. объединения (ВЭО) в 1932 было создано бюро автоматизации и механизации заводов электропромышленности. Началось применение автоматизиров. оборудования в тяжёлой, лёгкой и пищ. пром-сти, совершенствовалась транспортная автоматика. В спец. машиностроении наряду с отд. автоматами были введены в действие конвейеры с принудит, ритмом движения. Организовано Всесоюзное объединение точной индустрии (ВОТИ) по произ-ву и монтажу приборов контроля и регулирования. В н.-и. ин-тах энергетики, металлургии, химии, машиностроения, коммунального х-ва создавались лаборатории автоматики. Проводились отраслевые и всесоюзные совещания и конференции по перспективам её применения. Начались технико-экономич. исследования значения А. п. для развития пром-сти в различных социальных условиях. В 1935 в АН СССР стала работать Комиссия телемеханики и автоматики для обобщения л координации н.-и. работ в этой области. Началось издание журн. "Автоматика и телемеханика". В 1936 Д. С. Хардер (США) определял автоматизацию как "автоматич. манипулирование деталями между отдельными стадиями производственного процесса". По-видимому, вначале этим термином обозначали связывание станков с автоматич. оборудованием передачи и подготовки материалов. Позднее Хардер распространил значение этого термина на каждую операцию производств, процесса. Высокая экономическая эффективность, технологическая целесообразность и часто эксплуатац. необходимость способствовали широкому распространению автоматизации в пром-сти, на транспорте, в технике связи, в торговле и различных сферах обслуживания. Её осн. предпосылки: более эффективное использование экономических ресурсов - энергии, сырья, оборудования, рабочей силы и капиталовложений. При этом улучшается качество и обеспечивается однородность выпускаемой продукции, повышается надежность эксплуатации установок и сооружений. Социалистич. государство, рассматривая А. п. как один из наиболее мощных факторов развития нар. х-ва, осуществляет её по единому комплексному плану, увязанному с соответствующими ассигнованиями и материально-технич. обеспечением. 18-й съезд ВКП(б) (1939), подводя итоги технич. реконструкции пром-сти и определив задачи дальнейшего развития осн. отраслей нар. х-ва, обратил особое внимание на широкое применение станков-автоматов в машиностроении и лёгкой пром-сти, автоматизацию электростанций, важнейших произ-в химич. пром-сти, применение приборов контроля и регулирования в пищ. пром-сти. В ходе выполнения первых трёх пятилетних планов развития нар. х-ва (1928-41) были созданы первые заводы, производящие приборы и аппаратуру автоматики и телемеханики для А. п. Во время Великой Отечеств, войны (1941-45) А. п. имела огромное значение в материально-технич. обеспечении фронта и удовлетворении нужд оборонной пром-сти СССР. В первом послевоен. плане восстановления и развития нар. х-ва (1946-50) была предусмотрена дальнейшая автоматизация в энергетике, химич., нефтяной и нефтехи-мич. пром-сти, широкое внедрение в произ-во автоматизиров. электропривода. Программа дальнейшего развития А. п. в период 1953-58, принятая на 19-м съезде КПСС, предусматривала, в частности, механизацию работ и А. п. на предприятиях чёрной металлургии, в горной промышленности, в машиностроении, а также полную автоматизацию ГЭС. Практически 50-е гг. явились периодом, когда А. п. начала внедряться во все имеющие значит, уд. вес отрасли нар. х-ва СССР. В машиностроении - про-из-ве тракторов, автомобилей и с.-х. машин - были пущены автоматич. линии; начал работать автоматизиров. завод по произ-ву поршней для автомоб. двигателей. Закончен перевод на автоматич. управление агрегатов ГЭС, многие из них были полностью автоматизированы. На ряде крупнейших ТЭЦ были автоматизированы котельные цехи. В металлургич. пром-сти ок. 95% чугуна и 90% стали выплавлялось в автоматизиров. печах; были введены в эксплуатацию первые автоматизиров. прокатные станы. Пущены автоматич. установки на нефте-перераб. предприятиях. Осуществлено телемеханич. управление газопроводами. Автоматизированы многие системы водоснабжения. Начали действовать автоматич. бетонные заводы. Лёгкая и пищ. пром-сть стала широко оснащаться автоматами и полуавтоматами для расфасовки, дозировки и упаковки продукции в автоматич. линиями по произ-ву продуктов. Парк автоматизиров. оборудования в 1953 вырос в 10 раз по сравнению с 1940. В металлообр. пром-сти появились станки с программным управлением. Для произ-ва массовой продукции были применены роторные автоматич. линии. Во взрывоопасных химических производствах получило широкое распространение телемеханическое управление процессами. 21-й съезд КПСС (1959) сформулировал как одну из важнейших задач в развитии нар. х-ва переход к комплексной автоматизации процессов, предприятий, произ-в, отметив целесообразность применения ЭВМ для управления сложными автоматизиров. произ-вами. 22-й съезд КПСС (1961) определил комплексную А. п. как осн. метод всемерного развития нар. х-ва в период построения материально-технич. базы коммунизма. После 23-го съезда КПСС (1966) план автоматизации произ-ва становится составной частью нар.-хоз. плана. Методы А. п. Науч. основы А. и. развиваются гл. обр. по 3 направлениям. Во-первых, разрабатывают методы эффективного изучения закономерностей объектов управления, их динамики, устойчивости, зависимости поведения от воздействия внеш. факторов. Эти задачи решаются исследователями, конструкторами и технологами-специалистами конкретных областей науки и произ-ва. Сложные процессы и объекты изучают методами физ. и матем. моделирввания, исследования операций с использованием аналоговых и цифровых вычислит, машин. Во-вторых, определяют экономически целесообразные методы управления, тщательно обосновывают цель и оценочную функцию управления, выбор наиболее эффективной зависимости между измеряемыми и управляющими параметрами процесса. На этой основе устанавливают правила принятия решений по управлению и выбирают стратегию поведения руководителей произ-ва с учётом результатов экономич. исследований, направленных на выявление рациональных закономерностей системы управления. Конкретные цели управления зависят от технико-экономич., социальных и др. условий. Они состоят в достижении макс, производительности процесса, стабилизации высокого качества выпускаемой продукции, наибольшего коэфф. использования топлива, сырья и оборудования, макс, объёма реализованной продукции и снижении затрат на единицу изделия и др. В-третьих, ставится задача создания инженерных методов наиболее простого, надёжного и эффективного воплощения структуры и конструкции средств автоматизации, осуществляющих заданные функции измерения, обработки полученных результатов и управления. При разработке рациональных структур управления и технич. средств их осуществления применяют теорию алгоритмов, авто матов, математич. логику и теорию релейных устройств. С помощью вычислит, техники автоматизируют мн. процессы расчёта, проектирования и проверки устройств управления. Выбор оптимальных решений по сбору, передаче и обработке данных основывается на методах теории информации. При необходимости многоцелевого использования больших потоков информации применяются централизованные (интегральные) методы её обработки (см. .Автоматов теория, Информации теория, Логика). Структура управления, оптимально выбранная для выполнения заданных целей, в сочетании с комплексом технич. средств (измерительных, регулирующих, исполнительных, по сбору и обработке информации всех видов и т. д.), во взаимодействии с объектом управления и человеком (оператором, диспетчером, контролёром, руководителем участка) на основе рационально построенных форм и потоков информации образует автоматизированную систему управления (АСУ). В СССР системный подход к построению и использованию комплекса средств автоматизации измерения и управления, широкое агрегатирование этих средств в рамках гос. системы пром. приборов и средств автоматизации (ГСД) стал основой государственной политики в области А. п. В совр. АСУ входят устройства для первичного формирования, автоматич. извлечения и передачи, логич. и математич. обработки информации, устройства для представления полученных результатов человеку, выработки управляющих воздействий и исполнительные устройства. В ГСП все они группируются по функциональному, информационному и конструктивно-технологич. признакам, образуя на унифицированной элементной базе блочные наборы, из к-рых составляются необходимые агрегатные комплексы средств автоматизации. В создании и выпуске унифицированных агрегатных устройств вместе с СССР участвуют социалистич. страны, объединённые Советом экономической взаимопомощи (СЭВ). Создаваемая совместно унифицированная система средств автоматич. контроля, регулирования и управления (УРС) сочетается с ГСП по всем вен. параметрам. Технические средства А. п. К средствам формирования и первичной обработки информации относятся клавишные устройства для нанесения данных на карты, ленты или др. носители информации механич. (перфорированием) или магнитным способами; накопленная информация передаётся на последующую обработку или воспроизведение. Из клавишных устройств, перфорирующих или магнитных блоков и трансмиттеров составляются регистраторы произ-ва локального и системного назначения, к-рые формируют первичную информацию в цехах, на складах и в др. местах произ-ва. Для автоматического извлечения информации служат датчики (первичные преобразователи). Они представляют собой весьма разнообразные по принципам действия устройства, воспринимающие изменения контролируемых параметров технологич. процессов. Современная измерит, техника может непосредственно оценивать более 300 различных физич., химич. и др. величин, но этого для автоматизации ряда новых областей человеч. деятельности бывает недостаточно. Экономически целесообразное расширение номенклатуры датчиков в ГСП достигается унификацией чувствительных элементов. Чувствит. элементы, реагирующие на давление, силу, вес, скорость, ускорение, звук, свет, тепловое и радиоактивное излучения, применяются в датчиках для контроля загрузки оборудования и его рабочих режимов, качества обработки, учёта выпуска изделий, контроля за их перемещениями на конвейерах, запасами и расходом материалов, заготовок, инструмента и др. Выходные сигналы всех этих датчиков преобразуются в стандартные электрич. или пневматич. сигналы, к-рые передаются др. устройствами. В состав устройств для передачи информации входят преобразователи сигналов в удобные для транслирования виды энергии, аппаратура телемеханики для передачи сигналов по каналам связи на большие расстояния, коммутаторы для распределения сигналов по местам обработки или представления информации. Этими устройствами связываются все периферийные источники информации (клавишные устройства, датчики) с центральной частью системы управления. Их назначение - эффективное использование каналов связи, устранение искажений сигналов и влияния возможных помех при передаче по проводным и беспроводным линиям. К устройствам для логич. и математич. обработки информации относятся функциональные преобразователи, изменяющие характер, форму или сочетание сигналов информации, а также устройства для переработки информации по заданным алгоритмам (в т. ч. вычислит, машины) с целью осуществления законов и режимов управления (регулирования). Вычислит, машины для связи с др. частями системы управления снабжаются устройствами ввода и вывода информации, а также запоминающими устройствами для временного хранения исходных данных, промежуточных и конечных результатов вычислений и др. (см. Ввод данных, Вывод данных, Запоминающее устройство). Устройства для представления информации показывают человеку-оператору состояние процессов произ-ва и фиксируют его важнейшие параметры. Такими устройствами служат сигнальные табло, мнемонич. схемы с наглядными символами на щитах или пультах управления, вторичные стрелочные и цифровые показывающие и регистрирующие приборы, электроннолучевые трубки, алфавитные и цифровые печатные машинки. Устройства выработки управляющих воздействий преобразуют слабые сигналы информации в более мощные энергетич. импульсы требуемой формы, необходимые для приведения в действие исполнит, устройств защиты, регулирования или управления. Обеспечение высокого качества изделий связано с автоматизацией контроля на всех осн. этапах произ-ва. Субъективные оценки со стороны человека заменяются объективными показателями автоматич. измерит, постов, связанных с центральными пунктами, где определяется источник брака и откуда направляются команды для предотвращения отклонений за пределы допусков. Особое значение приобретает автоматич. контроль с применением ЭВМ на произ-вах радиотехнич. и радиоэлектронных изделий вследствие их массовости и значит, количества контролируемых параметров. Не менее важны и выпускные испытания готовых изделий на надёжность (см. Надёжность технических устройств). Автоматизированные стенды для функциональных, прочностных, климатических, энергетических и специализированных испытаний позволяют быстро и идентично проверять технические и экономические характеристики изделий (продукции). Исполнит, устройства состоят из пусковой аппаратуры, исполнит, гидрав-лич., пневматич. или электрич. механизмов (сервомоторов) и регулирующих органов, воздействующих непосредственно на автоматизируемый процесс. Важно, чтобы их работа не вызывала излишних потерь энергии и снижения кпд процесса. Так, напр., дросселирование, к-рым обычно пользуются для регулирования потоков пара и жидкостей, основанное на увеличении гидравлич. сопротивления в трубопроводах, заменяют воздействием на потокообразующие машины или иными, более совершенными способами изменения скорости петоков без потерь напора. Большое значение имеет экономичное и надёжное регулирование электропривода перем. тока, применение без-редукторных электрич. исполнит, механизмов, бесконтактной пускорегу лиру га-щей аппаратуры для управления электродвигателями. Реализованная в ГСП идея построения приборов для контроля, регулирования и управления в виде агрегатов, состоящих из самостоят. блоков, выполняющих определённые функции, позволила путём различных сочетаний этих блоков получить широкую номенклатуру устройств для решения многообразных задач одними и теми же средствами. Унификация входных и выходных сигналов обеспечивает сочетание блоков с различными функциями и их взаимозаменяемость. В состав ГСП входят пневматические, гидравлические и электрические приборы и устройства. Наибольшей универсальностью отличаются электрические устройства, предназначенные для получения, передачи и воспроизведения информации. Применение универсальной системы элементов промышленной пневмоавтома-тики (УСЭППА) позволило свести разработку пневматических приборов в основном к сборке их из стандартных узлов и деталей с небольшим количеством соединений. Пневматические устройства широко применяются для контроля и регулирования на мн. пожаро- и взрывоопасных произ-вах. Гидравлич. устройства ГСП также комплектуются из блоков. Гидравлич. приборы и устройства управляют оборудованием, требующим для перестановки регулирующих органов больших скоростей при значит, усилиях и высокой точности, что особенно важно в станках и автоматич. линиях. С целью наиболее рациональной систематизации средств ГСП и для повышения эффективности их произ-ва, а также для упрощения проектирования и комплектации АСУ устройства ГСП при разработке объединяются в агрегатные комплексы. Агрегатные комплексы, благодаря стандартизации входных-выходных параметров и блочной конструкции устройств, наиболее удобно, надёжно и экономно объединяют различные технич. средства в автоматизиров. системах управления и позволяют собирать разнообразные специализиров. установки из блоков автоматики широкого назначения. Целевое агрегатирование аналитич. аппаратуры, испытат. машин, массодо-зировочных механизмов с унифицированными устройствами измерит., вычислит, техники и оргатехники облегчает и ускоряет создание базовых конструкций этого оборудования и специализацию заводов по их изготовлению. Управление территориально рассредоточенными объектами газовой и нефт. пром-сти, водоснабжения и ирригации, транспорта, связи, гидрометеослужбы и т. п. связано с формированием большого количества текстовой и измерит, информации, передачей её на большие расстояния, концентрацией логич. и матема-тич. обработки, хранением и распределением. Агрегатный комплекс средств сбора и первичной обработки алфавитно-цифровой информации (АСПИ) в сочетании с комплексами вычислит, техники (АСВТ), единого времени (АСЕВ) и оргатехники (АСОТ) при наличии математич. обеспечения дают возможность автоматизировать управление отраслями нар. х-ва. Для сбора объективных сведений о количестве и качестве выпускаемой продукции пром. предприятия оснащаются комплексами средств электроизмерит. техники (АСЭТ), испытания материалов на прочность (АСИП) и измерения и дозирования масс (АСИМ). Для автоматизации управления производств, процессами существенное значение имеют также комплексы средств контроля и регулирования (АСКР), аналитич. техники (АСАТ) и программного управления (АСПУ), позволяющие вести производство в оптимальных режимах. Взаимодействие этих комплексов создаёт реальные условия для автоматизации мн. технологич. установок на основе точной измерит, информации о ходе процесса в адаптивном режиме или по заданной программе с коррекцией влияния внешних условий и среды. Исследоват. деятельность во многом зависит от своевременного получения, быстрой и полноценной обработки объективной и точной информации о составе и строении веществ, структуре и свойствах материалов, энергетич. параметрах процессов. Применение комплексов средств автоматизации в научно-исследовательских ин-тах и лабораториях не только освобождает исследователей от рутинных операций, связанных с освоением имеющихся данных, но и облегчает подготовку и ведение экспериментов. Экономическая реформа, осуществляемая в СССР на основе решений, принятых на Сентябрьском (1965) пленуме ЦК КПСС и на 23-м съезде КПСС (1966), поставила одним из важнейших условий развития нар. х-ва достижение наивысшей производительности труда при прямой заинтересованности каждого члена общества в наиболее эффективных результатах. При этом решающее значение приобретает оптимизация планов, как метод наилучшего использования наличных возможностей произ-ва. Осуществление этой задачи требует комплексной автоматизации планирования и управления во всех отраслях нар. х-ва. Автоматизация только в технологич. части произ-ва оказалась недостаточной, и возникла необходимость в автоматизации также и экономич. дея тельности предприятий. Построение таких комплексных технико-экономич. АСУ связано с коренным совершенствованием принципов организации труда, технологии и управления на научной основе. Комплексная А. п. требует высокого уровня научной организации труда с широким применением разнообразных вспомогат. технич. средств на рабочих местах производственного и управленч. персонала. Сюда относятся: устройства для подготовки, поиска, хранения и размножения документов, чертежей, справочных материалов для механизации инженерно-технич. и адм.-управленч. работ, специализированная мебель и оборудование и др. (см. Оргатехника). А. п. в различных отраслях народного хозяйства. Развитие производит, сил страны, предусмотренное планами ком-мунистич. строительства, базируется на прогрессе науки, на использовании новейших науч. открытий и результатов теоре-тич. исследований и практич. изучения технологии произ-ва для разработки наиболее рациональных способов создания материальных ценностей, при минимальной затрате труда. Поэтому прежде всего тщательно изучают непрерывные процессы произ-ва, технология к-рых наиболее приспособлена для автоматизации. Так, на гидроэлектростанции вода из водохранилища непрерывно проходит через турбины гидроагрегатов. Автома-тич. регуляторы поддерживают требуемое число оборотов турбины, заданную частоту и напряжение вырабатываемого тока, регулируют активную и реактивную мощность. Защитные устройства предотвращают аварии. Автооператор гидроэлектростанции пускает и останавливает агрегаты станции в соответствии с графиком нагрузки. Устройства телемеханики позволяют диспетчеру энергосистемы контролировать работу автоматич. ГЭС из центрального пункта на большом расстоянии и только в особых случаях принимать управление станцией на себя. Так работает большинство современных ГЭС. Управление тепловыми электростанциями значительно сложнее. Блок "котёл - турбина - генератор - трансформатор" мощностью в неск. сот Мет состоит из большого числа различных агрегатов подготовки и подачи топлива и воды, удаления продуктов сгорания, обеспечения правильных режимов горения в котле и нормальной работы турбины, генератора и трансформатора. Пуск и остановка блока связаны с выполнением многих строго регламентированных операций включения и выключения агрегатов, а экономичная и безаварийная эксплуатация требует взаимосвязанного регулирования многих параметров (напр., на блоке 800 Мет ок. 1000 управляемых объектов и до. 1300 контролируемых параметров). Осуществление этих процессов персоналом посредством обычных контрольно-измерит. приборов и устройств управления крайне затруднительно и ненадёжно, т. к. их число на один блок весьма велико. АСУ "Каскад" решает эту задачу комплексом взаимосвязанных регулирующих, вычислит., блокирующих, контролирующих и управляющих устройств под наблюдением всего лишь одного инженера-оператора. Построенная в 1954 под Москвой первая в мире атомная электростанция мощностью всего 5 Мвт не могла бы работать без полной автоматизации ядерного реактора. На крупных АЭС автоматизируются не только регулирование мощности, аварийная защита и все др. процессы работы реакторных установок, но также совместная работа установок с поиском оптимального режима каждой из них и станции в целом. Эффективная совместная работа неск. электростанций в крупной энергосистеме с большим числом трансформаторных подстанций и разветвлённой высоковольтной сетью линий электропередач протяжённостью в сотни и тысячи км без комплексной автоматизации и телемеханизации практически невозможна. Оптимальное распределение нагрузки между станциями и направление потоков энергии в районы с различными поясами времени и соответствующими сдвигами максимумов потребления, к-рые, в свою очередь, зависят от многих местных гид-рометеорологич. и технико-экономич. факторов, связаны с необходимостью быстрого ведения сложных расчётов (см. Энергосистемы автоматизация). В меж-дунар. энергетич. объединениях комплексная автоматизация обеспечивает лучшее использование водных и топливных ресурсов во взаимных интересах стран, входящих в энергообъединение. Непрерывно в основном и большинство процессов с химич. технологией и труботранспортом сырья и продуктов. Эти процессы составляют основу всех производств химич., нефтехимич., газовой и фармацевтич. пром-сти, а также водоснабжения, канализации и др. Здесь автоматизируются процессы компенсации изменений подачи и качества исходного сырья, дозирования присадки реагентов, регулирования технологии переработки, транспортирования и фасовки для достижения высоких качественных и экономич. показателей, а также предотвращения аварий. Во всех этих произ-вах автоматизируются пуск и остановка насосных и компрессорных установок, открытие и закрытие вентилей, клапанов, задвижек и др. запорной арматуры; регулирование работы дробилок, мельниц, дозаторов, отстойников, фильтров, смесителей, теплообменников, выпаривателей, холодильников, реакторов и др. разнообразных технологич. аппаратов и их коммуникаций. Это осуществляется многочисленными средствами автоматич. дистанционного контроля и управления, локальными регуляторами и сложными многосвязными системами управления. Успех автоматизации процессов химич. технологии в значит, мере определяется наличием соответствующих датчиков темп-р, уровней, давлений, расходов, состава и свойств перерабатываемых веществ и готовой продукции. Возможность определения широкого диапазона показателей химических процессов и высокая точность их селективности сделали реальной автоматизацию многих процессов. Глубокий вакуум, высокие и сверхвысокие давления, очень низкие и чрезвычайно высокие темп-ры, большие скорости реакций, высокая влажность, агрессивность среды, огне- и взрывоопасность и др. особые свойства перерабатываемых веществ и транспортируемых сред нередко крайне неблагоприятны для работы устройств автоматики. В этих условиях особенно хорошо работают приборы пневматич. : автоматики и, в частности, агрегатный комплекс средств контроля и регулирования "Старт", сочетаемый с др. устройствами. Безопасность работы обеспечивается также системами предупредит, и аварийной сигнализации и различными быстродействующими защитными устройствами. Управление компрессорными и насосными станциями и задвижками трубопроводов большой протяжённости осуществляется устройствами телемеханики. Контроль осн. производств, комплексов и сооружений и управление ими централизуются в диспетчерских пунктах, где на пультах управления или на мне-монич. схемах наблюдают эксплуатац. ситуации (работа оборудования, направление потоков, аварийное состояние). Плановые и оперативные расчёты режимов, затрат и выработки ведутся средствами вычислит, техники. При участии технико-экономич. служб осуществляются анализ и прогнозирование деятельности предприятия. Наиболее полно автоматизируются з-ды взрывчатых веществ, з-ды, производящие ракетное топливо, радиоактивные материалы и высокотоксичные химикалии. К предприятиям с непрерывной технологией относятся также цементное, бетонное, целлюлозно-бумажное произ-ва, где автоматизация наилучшим образом объединяет все процессы в общий поток, стабилизирует качество продукции, повышает коэфф. использования оборудования. Успешно автоматизируются элеваторные зернохранилища, мукомольные мельницы и др. подобные предприятия. Здесь приборы контроля и регулирования повышают качество и бесперебойность работы оборудования, а вычислит, техника способствует улучшению экономич. показателей. Изыскание прогрессивной технологии, которая даёт возможность осуществить комплексную автоматизацию,- главная задача при осуществлении ускоренного развития произ-ва. Так, в горном деле одновременно с дальнейшим совершенствованием механич. способов разрушения горных пород развиваются термич., электрич. и акустич. способы разрушения, создающие условия для эффективной автоматизации. Исключительно велико значение организации непрерывных потоков выемки и транспортирования породы на открытых разработках при достижении больших глубин. Развитие механич. комплексов с многоковшовыми экскаваторами, транспортно-отвальными мостами и цепью ленточных конвейеров и элеваторов, объединённых единой системой автоматич. управления, наиболее полно отвечает требованиям поточной технологии добычи полезных ископаемых. Создание комплекса надёжных машин непрерывного действия с высокой степенью механизации для открытых горных разработок связано с решением многих сложных задач материаловедения, горной механики, гидравлики и электротехники, динамики горных машин, конструирования и синтеза их приводных и исполнит, механизмов. Комплексная автоматизация подземной добычи угля в шахтах, оборудованных гидрофи-цированными крепями, проходческими комбайнами, конвейерными линиями л др. механизмами, обеспечивает высокую производительность труда и существенно улучшает его условия. А. п. охватывает не только подвижные, но также и стационарные механизмы и установки - подъёмные машины грузового ствола, вентиляторы проветривания, насосы водоотлива, электроподстанции, котельные, механизмы разгрузки вагонеток в околоствольном дворе и погрузки угля в ж.-д. вагоны. Диспетчерская служба с высокочастотной сетью шахтной сигнализации повышает безопасность работы. Применение ЭВМ даёт возможность быстро решать сложные инж. и экономич. задачи и улучшить оперативное управление шахтой. Физич. и технич. принципы, на к-рых основана работа горных автоматич. агрегатов непрерывного действия, используются также и при создании комплексов машин для строительства каналов, тоннелей, жел. и шосс. дорог, линий труботранспорта, кабельных линий электропередач и связи и др. сооружений с большим объёмом земляных работ. В результате существенно сокращается разнотипность землеройного и отвально-транспортного оборудования, унифицируются электро- и гидроприводы, а также многие механизмы, узлы и детали горных и земляных строительных машин, что имеет большое значение при А. п. Технология обогащения полезных ископаемых при А. п. также становится непрерывнопоточной. Объединение отдельных процессов дробления, измельчения, сортировки, обезвоживания и др. операций в единый непрерывный поток с автоматич. управлением и контролем основывается на изменениях физико-химич. свойств минералов при различных механич., акустич., гид-ромеханич., тепловых, магнитных и электрич. воздействиях. На этой базе создаётся экономичное высокопроизводит. оборудование автоматич. обогатительных фабрик, выпускающих сырьё высокого качества, что намного сокращает потери на последующих стадиях его переработки. В металлургии при сложившейся технологии процессы переработки полезных ископаемых осуществляются гл. обр. циклически. Доменный и мартеновский процессы выплавки чугуна и стали, применявшиеся ещё в 19 в., до сих пор составляют основу чёрной металлургии. Однако и в этих случаях комплексная А. п. металла существенно повышает экономич. показатели. В доменном произ-ве практически все осн. параметры измеряются и регулируются автоматически. Управление вращающимся распределителем шихты, её взвешивание, распределение газа по фурмам идут автоматически. В системе управления тепловым режимом применяются ЭВМ. В мартеновских печах обеспечивается автоматич. стабилизация расхода газов (соотношения топливо - воздух) и осуществляется автоматич. реверсирование пламени. Все действующие конверторы оборудованы автоматич. системами регулирования давления и расхода кислорода. Автоматизация конверторов с применением в системе управления вычислит, машин оптимизирует тепловой режим и увеличивает количество плавок, попадающих в заданные пределы по составу. Дуговые печи оборудованы автоматич. системами регулирования подачи кислорода, управления электродами и контроля темп-ры металла. Все установки электрошлакового переплава, а также вакуумные печи оснащены автоматич. регуляторами перемещения электродов. Установки непрерывной разливки стали снабжаются системами регулирования уровней металла в промежуточном устройстве и кристаллизаторе, теплового режима непрерывного слитка, мерной резки и системами управления нестационарными режимами работы. Непрерывный спектральный анализ продуктов плавки автоматич. кванто-метрами непосредственно у печей не зависит от косв. показателей или запаздывающих результатов лабораторного анализа и позволяет вести процесс в оптимальном режиме. Вычислит, устройства, сопоставляя информацию, получаемую от квантометра и датчиков др. показателей хода плавки, воздействуют на него, постоянно обеспечивая высокое качество металла. На прокатных станах автоматизировано управление гл. приводом, приводами нажимных устройств и вспо-могат. механизмов. Применяется система безотходного раскроя металла с помощью вычислит, машин. На сортопрокатных станах автоматизированы посадка и выдача заготовок из методич. печей, управление рольгангами, кантующими устройствами и др. механизмами. Автоматизация процесса регулирования петли на проволочных станах значительно увеличивает скорость прокатки. На непрерывных станах горячей прокатки установлены автоматич. средства контроля размеров и темп-ры проката. В трубопрокатном произ-ве автоматизированы нагрев и выдача заготовок, большинство операций на обкатках, калибровочных и редукционных станах. Особо ответственные трубопрокатные произ-ва оснащаются автоматизированными системами, к-рые осуществляют на движущихся трубах контроль качества без разрушения материала изделий. Кроме увеличения объёма выпуска продукции, повышения производительности труда и улучшения его условий, комплексная автоматизация металлургич. произ-ва повышает и стабилизирует качество металла. Комплексная А. п. на основе сплошной механизации, науч. организации труда, широкого применения прогрессивной технологии и вычислит. техники - осн. направление технич. прогресса в совр. машиностроении. Автоматизируются складские и трансп. операции, входной контроль, резка и раскрой материалов, рабочие и вспомогат. операции на станках (установка и фиксация заготовки, подвод и замена инструментов, перемещение на позициях обработки и отвод готовых деталей, подналадка станков). Осуществляются автоматич. регулирование режимов обработки и активный контроль изделий на станках. Создаются станки-автоматы, в т. ч. с программным управлением, автоматич. линейные и роторные многооперационные агрегаты, жёсткие и гибкие автоматич. поточные линии с гидравлич., пневматич., электрич. или комбинированными системами управления. Технический прогресс связан обычно с частым обновлением выпускаемых изделий. Жёсткие автоматич. линии не; допускают смену номенклатуры изделий, поэтому получают распространение сек-' ционные линии, составляемые из независимых агрегатных многооперационных станков, к-рые объединяются транспортёрами, элеваторами и конвейерами, оснащёнными механич. "пальцами" и "руками". Группы таких станков обра зуют секции и параллельные линии. При этом у каждого станка создаётся нек-рый запас деталей для постоянной загрузки главного конвейера линии; уход за станками и смена инструмента производятся без её остановки. Станки делают блочными, с взаимосвязанными узлами, у к-рых сохраняются силовые установки, каретки и заменяются только приспособления, инструмент и нек-рые блоки, зависящие от конструктивных особенностей изделия. У металлообр. станков с программным управлением полный автоматизм рабочего цикла достигается при сохранении универсальности станка: при обработке деталей различной конфигурации заменяется лишь программа, записанная на перфорированной или магнитной ленте. Сочетание программного управления с динамическим регулированием режимов резания исключает необходимость подналадки станка вследствие неточности установки инструмента или по мере его износа, повышает производительность станка и позволяет полнее использовать мощность его двигателя. Эффективность машиностроительного произ-ва определяется, помимо резкого сокращения трудовых затрат, также и полнотой использования материалов и энергии. Осн. процессы существующей технологии обработки металлов вследствие больших припусков в литье, при прессовке и штамповке из заготовок, при обработке резанием и термообработке сопряжены с большими отходами металла и непроизводит. расходом энергии. Средства автоматики позволяют переходить к более совершенным методам произ-ва, при к-рых эти потери значительно уменьшаются, а общая производительность растёт. Технологич. перестройка машиностроения преследует цель совмещения процессов нагрева, литья, пластич. деформации, термич., механич., электрич. и др. видов обработки и сборки с транспортными и контрольными процессами для осуществления непрерывного автоматизиров. произ-ва. Электрофизич. и электрохимич. процессы, применение порошковой металлургии, металлокерамики, пластобетонов, полимеров, стекловолокна и др. неметаллич. материалов в молекулярном сцеплении с металлами стали базой прогрессивной технологии, обеспечивающей повышение непрерывности произ-ва и способствующей А. п. Большой интерес представляет применение электронного и плазменного нагрева для быстрого плавления материалов, синтеза монокристаллов сверхтвёрдых веществ, термич. обработки деталей в строго ограниченных объёмах и на малых участках поверхности при значительных темп-pax кратковременными тепловыми импульсами высокочастотного индукционного нагрева. Управляемая кристаллизация обеспечивает получение готовых изделий непосредственно из материалов в жидкой фазе. Применение электрогид-равлич. эффекта для образования импульсов высокого давления позволяет осуществлять быструю пластич. деформацию материалов при изготовлении деталей путём высадки, а также холодную сварку металлов. Электроэрозионные процессы во многих случаях (особенно для спец. сплавов, плохо поддающихся обработке резанием) заменяют механич. обработку: они существенно увеличивают скорость и точность обработки и значительно сокращают непроизводит. отход металла в стружку и расход энергии. Обработка методами пластич. деформации, электротехническими, электрохимич., химич., гидравлич. и другими, более эффективными процессами, хотя и вытесняет в машиностроит. технологии обработку резанием, но не исключает необходимости её совершенствования. Развитие процессов резания на автоматич. оборудовании требует науч. обоснования повышения скоростей и точности токарной, фрезерной, строгальной, шлифовальной и др. видов обработки. Изучение динамич. и тепловых факторов взаимодействия материала с инструментом определяет оптимальные режимы, которые должны устанавливаться автоматич. устройствами. Окончат, отделка готовых изделий и нанесение на них защитных покрытий в потоке автоматич. произ-ва связаны с технологией электрич. полирования, анодирования, катодного распыления металлов, хим. нанесения металлов, электрич. окраски. Современные комплексы оборудования для нанесения гальванич. покрытий представляют собой цехи-автоматы. Автоматизация сборочных процессов- одна из наиболее сложных и актуальных проблем машиностроения. Она не только даёт большой экономич. эффект, но и способствует значит, повышению надёжности изготовляемых машин, аппаратов и приборов, т. к. в этом случае процесс сборки не зависит от квалификации сборщика. Однако автоматизация сборки требует высокой степени взаимозаменяемости деталей и узлов, при условии, что особенности технологии автоматизиров. сборки учитываются уже в процессе конструирования изделий, проектирования машин, аппаратов и приборов. В наибольшей степени условиям автоматизации отвечают модульные и блочные конструкции, печатный монтаж электрич. схем, широкое применение неразъёмных соединений на основе запрессовки, холодной сварки и склеивания, а также замены болтовых и винтовых соединений технологически прогрессивными и более удобными в эксплуатации разъёмными соединениями. Качество собранных узлов и изделий в целом непрерывно контролируется в ходе автоматич. сборки. В машиностроении, как и в др. отраслях, А. п. охватывает не только технологию, но и технико-экономич. деятельность предприятия: планирование, материально-техническое снабжение, подготовку произ-ва, учёт и оперативное управление (см. Автоматизация управленческих работ). Так, в сфере оперативного управления автоматизируются учёт и обработка документов для составления календарного плана, сменного задания, контроля за сохранением уровня нормативных запасов деталей, материалов, инструмента и т. д. Автоматизируется также составление оптим. квартальных, годовых и перспективных планов произ-ва с учётом всех технико-экономич. показателей (см. Сетевое планирование). К машиностроению по характеру произ-ва примыкают электротехнич., электронная и радиопромышленность, а также приборостроение, представляющие собой разновидности дискретного произ-ва со специфич. особенностями, свойственными технологии обработки магнитных, проводниковых, полупроводниковых и изоляционных материалов, а также электровакуумной технологии. Обмоточ ные и изоляционные работы, занимающие особое место в этих отраслях, в значит мере автоматизированы; многие из дели.: изготовляются специализированным! автоматами, сборка ведётся на автоматич, линиях. Полностью автоматизировано массовое производство радиодеталей, электронных ламп, ионных приборов, электроннолучевых трубок, транзисторов, печатные плат и узлов, печатный монтаж модулей для радиоэлектронной аппаратуры, i т. ч. и для электронных вычислит, машин и др. Изготовление элементов микроэлектроники, плёночных и твёрдотельных блоков и интегральных схем возможно только на достаточно гибком быстро переналаживаемом оборудовании, допускающем переход на различные модификации изделий и непрерывное совершенствование технологам, процесса. В лёгкой пром-сти применяют локальные системы автоматич. контроля и регулирования. Технология большинства процессов развивается в направлении комплексной А. п., создаются высокопроизводительное автоматизированное оборудование и автоматизированные системы управления предприятиями с применением ЭВМ. В хлопкопрядении все процессы от питания из кип до прядения автоматизированы, в камвольно-шерстяном и суконном произ-вах установлены автоматич. линии приготовительно-прядильных отделов. Применяют высокоэффективное автоматич. ткацкое оборудование, скоростные бесчелночные ткацкие станки. Автоматизация отделочного произ-ва на фабриках-автоматах связана с развитием новых методов беления и крашения волокна в массе и пряже, эффективных процессов браковки и сортировки полуфабрикатов и готовых изделий. Обувная, галантерейная и др. отрасли лёгкой пром-сти располагают высокопроизводит. автоматизированным оборудованием, на к-ром идёт массовый выпуск разнообразных изделий. Автоматич. блочные агрегаты для получения синтетич. материалов и машины для произ-ва готовых изделий из местного исходного сырья применяются не только на крупных химич., текстильных и др. комбинатах, но и на небольших комплексных предприятиях по выпуску одежды, обуви, галантереи, посуды и др. При этом такие сложные процессы, как образование искусств, волокон, прядение, ткачество, вязка и шитьё, заменяются более прогрессивными с точки зрения их автоматизации - прокатом, вытяжкой и склеиванием. Блочные автоматич. линии, изготовляющие синтетич. материалы и вырабатывающие из них товары нужного ассортимента, позволяют комплектовать местные фабрики в соответствии с уровнем спроса. Программное управление обеспечивает быструю смену фасонов, отделки и др. показателей, отвечающих требованиям покупателей. При этом значительно сокращаются накладные расходы и достигается хорошее соответствие характеристик производимых материалов заданным показателям выпускаемых изделий, что необходимо для поддержания их высокого качества и минимальных отходов материалов в произ-ве. Важным фактором повышения качества и питательных свойств продуктов служит А. п. в сфере обществ. Создание автоматич. установок для прямой переработки с.-х. продукции в пищевые полуфабрикаты, кулинарные изделия и даже готовые блюда способствует лучшему сохранению питательных и вкусовых качеств исходных продуктов с наименьшими потерями. Важнейшее направление в комплексной автоматизации пищевой индустрии - переход от периодич. процессов с большим числом операций к непрерывным потокам, химизация произ-ва, применение полиэлектролитов и ферментов для ускорения фильтрации соков, сублимации - для обезвоживания, ультразвука - для эмульгирования и экстрагирования, электронных потоков и радиоактивных излучений - для стерилизации, высокочастотных магнитных и электрич. полей и инфракрасных лучей - для нагрева, и др. Оснащение комплексными автоматич. установками пищ. пром-сти, предприятий по первичной переработке с.-х. продукции и предприятий обществ, питания резко сокращает потери и лучше сохраняет качество продуктов питания на различных этапах реализации. В с. х-ве эффективны мобильные и стационарные автоматич. агрегаты и линии для переработки и упаковки преим. скоропортящихся продуктов, к-рые не могут быть своевременно реализованы без потерь. На предприятиях обществ, питания устанавливается автоматич. оборудование для приготовления блюд из полуфабрикатов в количествах, соответствующих уровню потребления в каждый данный момент. Распространённые в пищевой пром-сти субъективные визуальные методы хими-ко-технологич. и микробиологич. контроля и анализа заменяют скоростными объективными методами для непосредств. автоматич. управления технологич. процессами. При этом важно определение качества сырья, промежуточных полупродуктов и готовой продукции не только по их физико-химич. параметрам, но также и по вкусовым и ароматич. свойствам и концентрации полезных и вредных микроорганизмов. Обеспечение высококачеств. сырьём лёгкой и пищ. пром-сти, а также предприятий обществ, питания связано с соблюдением оптимальных агротехнич. сроков ведения с.-х. работ. На небольших с.-х. участках эффективно применение клавишных вычислительных и счётно-аналитич. машин, в крупных х-вах - ЭВМ. Сочетание прогрессивной технологии с современными методами управления способствует непрерывному росту производительности труда в сельском хозяйстве. Быстрейшая реализация при сохранении качества выпущенных товаров во многом зависит от оперативности и тех-нич. оснащённости массовой торговой сети. Применение ЭВМ при анализе спроса и его удовлетворения существенно помогает пром-сти планировать произ-во и распределять продукцию. Оснащение торговой сети и её трансп. службы автоматизированной диспетчерской связью с запоминающими устройствами и системой контроля ускоряет доставку товаров от поставщиков к потребителям. Автоматизированное оборудование складов для стабилизации условий хранения, адресного перемещения грузов и контроля баланса движения материальных ценностей сокращает потери. Автоматизация контрольно-кассовых, фасовочных и упако вочных операций, а также выдачи покупок существенно снижает издержки обращения. Для реализации пром. продукции в местах периодич. скопления населения применяются торговые автоматы. Автоматизация процессов в сфере массового обслуживания облегчает быт, расширяет возможности для культурного отдыха и, повышая работоспособность человека, увеличивает производительность труда. Вследствие А. п. возрастает объём выпускаемой продукции, увеличивается грузооборот и повышаются требования к транспорту. Рост грузовых и пассажирских перевозок связан с расширением сети всех видов транспорта и ускорением движения на существующих линиях. Соблюдение напряжённых графиков и безопасности движения поездов наиболее успешно обеспечивается автоматизацией управления процессами эксплуатации ж.-д. транспорта (см. Лвто-диспетчер). Механизация погрузочно-разгрузочных работ и автоматич. горочная сортировка вагонов существенно облегчают и ускоряют составление товарных поездов. Автоматизация обработки трансп. документов и продажи билетов упрощает обслуживание клиентуры и пассажиров. Телемеханизация диспетчерской службы, совершенствование техники автоблокировки, локомотивной сигнализации и автостопов повышают безопасность движения. Устройство для автоматич. вождения поездов ("Автомашинист") способствует оптимизации режимов вождения поездов с учётом профиля пути и условий движения. Бесперебойность энергоснабжения электрифицированных дорог обеспечивается автоматизацией тяговых подстанций. Автоматизация на др. видах транспорта также прежде всего облегчает и ускоряет все виды трудоёмких работ в портах, на пристанях, станциях и аэродромах. Повышаются эффективность диспетчерских служб, безопасность и регулярность движения, качество обслуживания, улучшается использование трансп. единиц и снижаются эксплуатац. расходы. Технич. средства автоматизации на транспорте весьма разнообразны- от простейших регуляторов и измерит, устройств до бортовых цифровых вычислит, машин, к-рыми оснащаются крупные суда и самолёты. Совр. грузовое или пассажирское судно представляет собой сложный комплекс энергетич., грузоподъёмного, санитарно-технич., навигационного и др. оборудования, в к-ром измерит, приборы и устройства автоматики являются неотъемлемой частью. Все они объединяются системами контроля, регулирования и управления и подчиняются единому командному пункту. Самолёт как летательный аппарат и транспортная единица также оснащается автоматич. устройствами для безопасности и экономичности полётов, нормальных условий работы экипажа и комфорта пассажиров. Это достигается автоматич. пилотажными, навигац. и др. системами самолётовождения, регуляторами режимов работы двигателей и внутр. оборудования. Воздушный флот - наиболее удобный вид транспорта, но его полноценное использование осложнено рядом трудностей. Высокая скорость воздушных перевозок требует такой же быстрой доставки к самолётам пассажиров и грузов. Здесь необходима гибкая система выявления и распределения по пунктам отправления свободных мест в соответствии с расписанием полётов, своеврем. продажа билетов и т.д. Эти и аналогичные задачи достаточно эффективно решаются с помощью АСУ "Сирена". Непрерывный рост автомоб. транспорта в ряде стран уже привёл к такому положению, когда автомобиль из самого быстрого наземного средства сообщения превратился во мн. крупных городах, таких, напр., как Нью-Йорк, Лондон, Токио и др., в самый медленный вид транспорта, т. к. улицы и подъездные дороги уже не в состоянии свободно пропускать огромный поток легковых и грузовых машин. Локальные светофоры, переключаемые от реле времени, и центральное управление ими не справляются с заторами. Появилась необходимость в автоматич. регулировании уличного движения с учётом его интенсивности и плотности потоков по направлениям средствами радиолокации, оптики, телемеханики и вычислит, техники. Автоматизация управления движением в городах и на шосс. дорогах значит, улучшает эксплуатац. и экономич. показатели безрельсового транспорта. Деятельность людей и работа технич. устройств зависят часто от гидрометеоро-логич. обстановки. Служба погоды - это сложный комплекс измерений, сбора, передачи и обработки большого количества разнообразных метеоданных. К ним относятся давление, темп-pa и скорость движения воздуха в различных слоях атмосферы, влажность, количество осадков, высота нижней границы облаков, уровни и темп-pa воды в водоёмах и др. параметры, контролируемые во многих точках и на больших пространствах. Годовое количество метеоинформации возрастает по экспоненциальному закону, так же быстро увеличивается и число лиц, занятых её обработкой. Сохранение этой тенденции привело бы к тому, что в 2060 всё взрослое население СССР занималось бы только сбором и обработкой метеоданных. Естественно, что без автоматизации дальнейшее развитие гидрометеорологии просто невозможно. Автоматизированная гидрометеослужба составляет краткосрочные прогнозы и накапливает информацию для характеристики климата Земли. В арсенале технич. средств службы - автоматич. метеостанции, метеорадиолокаторы, ведущие наблюдения за нижней высотой облачности и грозами, высокоскоростные устройства передачи данных, метеорологич. ракеты и спутники Земли, передающие телевизионное изображение земной поверхности и её облачного покрова, быстродействующие ЭВМ, к-рые составляют численные прогнозы, и графопостроители, вычерчивающие карты погоды. По этим данным мировые центры в Вашингтоне, Москве и Мельбурне ведут Всемирную службу погоды. Большую помощь в их работе оказывают искусственные спутники Земли - первый из них, запущенный в СССР 4 октября 1957, был автоматом, оснащённым радиотелемеханикой. Современные специализированные автономные в телеуправляемые спутники не только справляются со сложными задачами исследования космич. пространства, но и выполняют трансляционные функции в телевидении и многоканальной связи. Технич. революция, вызванная А. п., создала условия для коренной перестройки управления целыми отраслями пром-сти; и нар. х-вом в целом. Автоматизированная система управления отдельной производствен, отраслью осуществляет ряд осн. функций пром. министерства (планирование, учёт и анализ производств, деятельности, материально-технич. снабжение, сбыт продукции; бухгалтерско-финансовая деятельность, распределение кадров, научно-технич. прогресс, капитальное строительство). Это достигается организационными, экономич. и матема-тич. методами на основе оргатехники, вычислит, техники и различных видов связи. Любая отраслевая АСУ объединяет организацию работ по управлению с техническими средствами, информационной базой и математическим обеспечением. Информационная база системы характеризуется различными потоками нормативно-справочной , оперативно-производственной, отчётной и аналитич. информации; основана на унификации документов, применении единых форм, пригодных к обработке средствами вычислит, техники, и применении машинных носителей информации в качестве первичной документации. Общее математич. обеспечение системы представляет собой комплекс программ, организующих работу технич. средств, к-рые функционируют в . системе, а также математич. и логич. методы и программы для решения конкретных задач произ-ва. Отраслевые АСУ, базирующиеся на вычислит, центры отрасли, автоматизация управленческих работ, систематич. анализ развития произ-ва, выполнения плановых заданий и использования материальных ценностей, развитая сеть информационных вычислит, центров, обслуживающих территориально удалённые объекты, создают реальные условия для организации автоматизир. управления нар. х-вом страны. Лит.: Директивы XXIII съезда КПСС ПО пятилетнему плану развития народного хозяйства СССР на 1966 - 1970 гг., М., 1966; Автоматика, телемеханика, приборостроение. Аннотированный указатель литературы, в. 1 - 3, М., 1956 - 60; Кибернетика, автоматика, телемеханика. Аннотированный указатель литературы, в. 4 - 5, М., 1962 - 66; Автоматизация производства и промышленная электроника, т. 1 - 4, М., 1962 - 65 (Энциклопедия современной техники); Волков Г. Н., Эра роботов или эра человека?, М., 1965; Социология в СССР. Сб. ст., т. 2, М., 1965; Рабочий класс и технический прогресс. Исследование изменений в социальной структуре рабочего класса, М., 1965; Ломов Б. CD., Человек и техника, М., 1966; Автоматизация научных исследований и измерений в машиностроении, М., 1968; Автоматизация управления электрическими системами и объектами, Л., 1968; Полоцкий Л. М., Лапшенков Г. ИГ., Основы автоматики и автоматизации производственных процессов в химической промышленности, М., 1968; Проблемы научной организации управления социалистической промышленностью (По материалам Всесоюзн. научно-техн. конф.), М., 1968;' Старр М., Управление производством, пер. с англ., М., 1968; Современная научно-техническая революция. Историческое исследование, М., 1967; Иванов С. М., Человек среди автоматов, М., 1969. К. Н. Риднев. АВТОМАТИЗАЦИЯ
УПРАВЛЕНИЯ ВОЙСКАМИ, использование технич. средств и систем для управления
войсками при подготовке и ведении боевых действий. Осн. автоматизируемыми
процессами являются: сбор информации о своих войсках и противнике, о степени
(уровне) заражения местности, воздуха и воды радиоактивными и отравляющими
веществами, обработка, оформление, размножение и наглядное отображение
информации; производство различных оперативных, технич. и др. расчётов;
передача информации в вышестоящие, подчинённые, взаимодействующие и соседние
штабы. Для А. у. в. могут служить различные технич. средства: автоматич.
датчики информации и приёмо-передающие устройства, информационно-логич.
устройства, универсальные и спец. ЭВМ, устройства ввода и вывода информации
из машины, аппаратура визуальной индикации группового и индивидуального
пользования, автоматизированная копи-ровально-множительная техника, телевизионная
аппаратура и др. А. у. в. расширяет информационное поле, на базе к-рого
оценивается складывающаяся обстановка и принимаются решения на боевые действия;
уменьшает отставание информации от фактич. развития событий; количественно
и качественно обогащает набор алгоритмов работы органов управления; сокращает
трудозатраты осн. должностных лиц на вспомогат. процессы; способствует
повышению боеготовности и эффективности действий войск и боевой техники.
А. Е. Татарченко. АВТОМАТИЗАЦИЯ УПРАВЛЕНЧЕСКИХ РАБОТ, применение математич. методов, автоматич. устройств и технич. средств вычислит, техники при решении задач управления в различных звеньях народного хозяйства. Комплексная автоматизация производства, значит, увеличение масштабов и темпов развития пром-сти и усложнение производств, связей между различными звеньями нар. х-ва резко повысили необходимость автоматизации также и процессов сбора и обработки экономич. информации, статистич. данных, учёта и распределения различного вида документации, решения задач планирования и управления. Средства автоматизации должны внедряться в сферу управления путём создания комплексных автомати-зиров. систем управления, охватывающих определённые области нар. х-ва, ибо только в этом случае обеспечивается высокая эффективность средств автоматизации. Внедрением таких систем достигаются: значит, повышение уровня произ-ва пром-сти за счёт более полного и рационального использования производств, мощностей, труда, материальных и денежных ресурсов, сокращения сроков подготовки произ-ва к выпуску новых изделий и более правильного определения объёма и номенклатуры выпускаемых изделий; существенное сокращение сверхнормативных запасов (и вообще запасов на складах) за счёт более точного установления потребностей в материалах, комплектующих изделиях и полуфабрикатах, более полного и точного учёта изменения потребностей и движения материальных ценностей и оперативного маневрирования фондами и наличными запасами; освобождение аппарата центральных и местных органов управления от трудоёмких расчётных работ (если при этом общая численность персонала даже не уменьшается, сами задачи планирования и управления ставятся на качественно высшую ступень); коренное улучшение качества принимаемых решений и обеспечение должной оперативности руководства на всех уровнях управления, что обеспечивается соответствующим агрегированием и фильтрацией избыточной информации технич. средствами. Научная основа А. у. р.- экономич. кибернетика, к-рая изучает специфич. особенности управления нар. х-вом, методы синтезирования оптимальных систем управления в экономике и разрабатывает вопросы применения математич. методов решения экономич. задач. Важнейшая проблема А. у. р.- решение принципиальных методологич. и конкретных вопросов взаимодействия человека и ки-бернетич. машин в рамках единой системы автоматизиров. управления (см. Системачеловек и машина*) нар. х-вом и в каждом его отдельном звене. Можно выделить 3 осн. уровня А. у. р.: гос. автоматизированная система управления (ГАСУ), базирующаяся на гос. сеть вычислительных центров (ВЦ), предназначенная для обслуживания общегосударств. территориальных органов управления (Госплан, Центральное статистич. управление, торговля, с. х-во, административные органы); отраслевые автоматизиров. системы управления (ОАСУ) для обслуживания отдельных отраслей пром-сти; автоматизиров. системы управления предприятиями для автоматизации процессов обработки экономич. информации и решения задач планирования и управления для одного или неск. близкорасположенных предприятий. Создание автоматизированных систем предполагает постепенную перестройку управления в нар. х-ве, отраслях пром-сти и на предприятиях на основе широкого применения электронной вычислит, техники и экономико-математич. методов оптимального планирования. Осн. технич. средства А. у. р.- электронные вычислительные и электронные упоавляющие машины. Цифровые вычислительные машины (ЦВМ), наиболее широко распространённые в А. у. р., используются комплексно и в сочетании с др. средствами автоматики. ЦВМ применяются для орг-ции централизованных систем обработки данных, для планирования, учёта, статистики, для расчётов заработной платы; расчётов оптимальной технологии обработки деталей; планирования участков, цехов и предприятий в целом; оперативного учёта материалов, полуфабрикатов и комплектующих изделий на складах с составлением соответствующих отчётов; расчётов потребности в материалах с составлением заявок; ежедневного непрерывного учёта себестоимости; расчёта оптимальных планов загрузки оборудования; составления производств, и трансп. графиков и т. д. ЦВМ широко используются для А. у. р. всех видов в ряде зарубежных стран, особенно в США, где ок. 90% всех выпускаемых ЦВМ служит для экономич. расчётов и управления производством. Опыт показывает, что расходы, связанные с внедрением ЦВМ, окупаются в течение 1,5-2 лет их эксплуатации. Аналоговые вычислительные машины (АВМ) обычно узко специализированы и служат гл. обр. для оптимального регулирования технологич. процессов. Однако использование преобразователей непрерывных импульсов в дискретные позволяет применять их совместно с электронными управляющими машинами и регулировать процесс не только в оптимальном технологич., но и оптимальном экономич. режиме. Имеются основания считать, что в экономич. управлении найдут применение аналоговые машины нового типа -автоматические оптимизаторы. Технич. средства А. у. р., помимо ЭВМ, включают многие десятки различных типов специализированного оборудования, к-рое можно разделить на несколько осн. групп (см. также Оргатехника). 1) Машины, фиксирующие информацию: перфораторы; пишущие машинки; регистраторы наличности, ав-томатич. счётчики количества или качества продукции; аппаратура сигнализации для выдачи информации о ходе управляемых процессов; магнитофоны, диктофоны, стенографич. машинки; аппаратура для копирования и размножения документов и пр. 2) Машины для обработки данных: настольные счётно-клавишные и фактурные суммировки, табуляторы и др. счётно-анали-тич. машины. 3) Оборудование, преобразующее информацию: конверторы; оптические и иные читающие и кодирующие устройства; устройства для перезаписи с перфокарт на перфоленту и обратно; аппаратура микрофильмирования и чтения микрокарт и т. п. 4) Оборудование для вывода информации: автоматич. перфорационные машины в блоке с декодирующими устройствами, автоматич. печатающие машины и др. 5) Оборудование п о-иска и хранения информации: картотечные сортировки, машины для поиска документов и др.; спец. электронные информац. машины, обладающие большими объёмами внешних накопителей (сотни миллионов чисел), ёмкими долговременными и оперативными запоминающими устройствами. Такие машины имеют большое количество параллельно действующих вводных и выводных устройств и обладают разветвлённой логич. схемой, позволяющей производить выдачу данных не только по адресам, но и по совокупности признаков. 6) Оборудование связи: телегр., телеф. аппаратура, радиоаппаратура, а также разнообразные средства внутренней связи и сигнализации - директорские и диспетчерские телеф. коммутаторы, внутренние АТС, селекторы, средства передачи документов (электрические, механические, пневматические), средства поиска лиц на территории предприятия и др. Организация А. у. р. в общегос. масштабе обеспечивает наиболее эффективное внедрение совр. научных методов планирования и у правления. Определилась тенденция создания мощных ВЦ многоцелевого назначения, непосредственно связанных обычно с использованием телеф. сети, с большим числом абонентов. В таких комплексах существенно меняются характер и структура работы ВЦ. Из предприятий с ручным приёмом и выдачей информации они превращаются в сложные автоматич. и даже самоорганизующиеся системы обработки информации, одинаково хорошо приспособленные как для сложных вычислений и обработки больших объёмов информации, так и для управления отдельными предприятиями' и целыми пром. комплексами. Крупные вычислит, комплексы обладают способностью одновременно решать ряд различных задач, автоматически выбирать оптимальный порядок выполнение заданного объёма вычислит, работ, подготовлять и автоматически программировать задачи, оптимально распределять время решения, а также автоматически контролировать свою работу и частично устранять неисправности. Для эффективной А. у. р. в нар. х-ве целесообразно создание крупных районных информационно-вычислит. центров (ИВЦ) для комплексного обслуживания предприятий и органов экономич. управления района, включая органы планирования и управления произ-вом, снабжения, банковские и финансовые, статистич., торговые и др. Отдельные крупные предприятия и органы управления могут иметь свои машинно-счётные станции или средние и малые ЭВМ. На первом этапе материалы в ИВЦ могут доставляться в осн. вручную. В дальнейшем ИВЦ должны быть связаны спец. линиями связи или существующей телеф. и телегр. сетью с вводными и выводными устройствами, а также с оборудованием предварит, обработки или фиксации информации, установленным непосредственно на предприятиях и в учреждениях. В этом случае громоздкий документооборот и переписка заменяются непосредственным обменом телегр. или телеф. передачами с автоматич. записью, обработкой и хранением поступающих сведений. При создании такой развитой сети кибернетич. систем представляется возможность перейти от управления по полной информации к управлению по возмущениям (отклонениям от заданного режима), что во много раз сокращает объём необходимой экономич. информации и намного удешевляет и упрощает управление. Способность кибернетич. систем к накоплению опыта и самообучению содействует разработке методов оптимального управления процессом общественного произ-ва. Примером комплексной А. у. р. может служить информационно-управляющая системаЛьвов, созданная Институтом кибернетики АН УССР и Львовским телевизионным э-дом для предприятий с массовым и крупносерийным произ-вом. Основной организац. единицей системы является ИВЦ з-да, включающий службы приёма и контроля информации, нормативов, текущих расчётов, группы экономико-ма-тематич. и технич. разработок и развития системы. В состав технич. средств системы входит ЭВМ Минск-22; с устройствами ввода, вывода и сопряжения с телегр. каналами связи, автоматич. датчиками учёта количества выпущенных деталей, рабочих шагов конвейерных линий и контроля состояния оборудования. В системе применены также пром. телевизионные установки, установки передачи информации, световые люминесцентные табло и ряд др. средств. ИВЦ автоматически собирает и обрабатывает информацию о ходе производства, состоянии оборудования, наличии и движении материалов, покупных де_талей, изделий и готовой продукции; выдаёт необходимые справки службам завода и выполняет различные планово-экономич. расчёты. Применение системы типа ;Львов повышает ритмичность произ-ва и снабжения, увеличивает производительность труда, снижает себестоимость продукции, сокращает непроизводит. расходы. У словно-годовой Э1:ономич. эффект от внедрения этой системы составил 201,5 тыс. руб. (по данным на 1967). СистемаЛьвов; позволила заводу увеличить план выпуска телевизоров в 1968 на 18 тыс. штук без увеличения производств, мощностей. Ориентировочный срок окупаемости - 3 года. Комплексная А. у. р., освобождая человека от огромного объёма механич. работы по сбору и переработке информации и выработки стандартных актов управления, повышает его творческую роль, давая необходимый материал для более глубокого анализа, разработки новых,ещё более совершенных методов управления. Лит.:
Немчинов В. С., Экономико-математические методы и модели, М., 1962;
Применение электронных вычислительных машин в управлении производством,
под ред. О. В. Козловой, М., 1965; Берг А.И., Черняк Ю. И., Информация
и управление, М., 1966; Глушков В. М., Перспективы использования автоматизированных
систем управления в народном хозяйстве,Механизация и автоматизация управления,
1967 , Хе2; Лаптев А. Л., Смирницкий Е. К., Механизация п автоматизация
инженерно-управленческого труда. Справочник, М., 1967. А. И. Китов. АВТОМАТИЗИРОВАННОГО
ОБУЧЕНИЯ КЛАСС (АОК), учебное помещение, оборудованное комплексом технич.
средств, механизирующих и автоматизирующих процесс обучения с целью повышения
эффективности труда преподавателя и учащихся и сокращения времени обучения.
В АОК одновременно занимаются от 10 до 40 чел. Оборудование АОК в осн.
служит для контроля знаний учащихся, а также для механизации и автоматизации
различного рода разъяснений и накопления сведений о ходе занятий (см. Программированное
обучение). Примером оборудования АОК, предназначенного для автоматизации контроля знаний учащихся и процесса разъяснения ошибок, допущенных ими при ответе, может служить комплект из 12(24) информационных контролирующих устройствЭкзаменатор МЭИ (К-54), объединённых центральным пультом преподавателя (рис. 1). Преподаватель, ведущий занятие с центрального пульта, устанавливает программу проверки знаний и получает на пульте результаты контрольной работы. Автоматизированный класс контролируемого обучения с разветвлённым доэиро-ванием (АККОРД) оборудован средствами индивидуального обучения и контроля, а также запоминающим устройством результатов индивидуального контроля. Основной учебный материал, подлежащий усвоению, каждый учащийся изучает по обучающей программе или программированному учебнику. Проработка каждой дозы учебного материала контролируется выборочным методом. В зависимости от результатов ответов на контрольную серию вопросов учащийся инструктируется о дальнейшем порядке работы. Переход к следующей дозе осуществляется после правильного ответа на всю серию контрольных вопросов. При нескольких неверных ответах (60 - 80% правильных ответов) указывается та часть материала, к-рую необходимо повторить,при большем числе ошибок (менее 40% правильных ответов) даётся задание повторить весь материал дозы. Для самостоятельного устранения повторно допущенной ошибки предусматривается либо выдача дополнит, и разъяснит, материалов (печатных пли записанных Рис. 1. Автоматизированного обучения класс, оборудованный информационно-контролирующими устройствамиЭкзаменатор МЭИ в ;информаторе-консультанте), либо получение помощи от преподавателя. Осн. оборудование АККОРД состоит из центрального пульта преподавателя и индивидуальных пультов учащихся (до 30 мест). На пульте учащегося (рис. 2) расположено 5 пар ключей для ввода ответов на контрольную серию вопросов и устройство индикации, отражающее правильные ответы и инструктирующее о дальнейшем порядке обучения. На центральном пульте индицируются правильные и неправильные ответы всех учащихся, световым сигналом производитсявызов на преподавателя, отсюда же осуществляется управление работой отд. мест АОК. Вспомогат, оборудование состоит из управляемого магнитофона и диапроектора, к к-рым любой учащийся обращается при помощи спец. пульта. Комплекс оборудования АОК, базирующийся на ЦВМ (напр.,Днепр), может обслуживать одновременно и независимо до 10 классов по 25 рабочих мест. Каждое рабочее место учащегося оборудовано пультом ввода информации и устройством вывода. С пульта ввода учащийся запрашивает задание на обучение, вводит п ЦВМ ответы на контрольные вопросы. На цифровых индикаторах устройства вывода фиксируется адрес (номер) карточки с информационным материалом, к-рый следует просмотреть учащемуся. В состав отд. устройств вывода входят управляемые диапроекторы, к-рые по сигналам ЦВМ могут демонстрировать учащемуся тот или иной диапозитив или кадр киноплёнки. Преподаватель с помощью спец. выводного устройства в виде табло получает информацию о количестве материала, пройденного каждым учащимся. Лит.: Чиликин М. Г., Использование технических средств в учебном процессе,Известия высших учебных заведений. Радиотехника, 1963, № 4; Сборник докладов Московского энергетического ин-та по вопросу об эффективных методах обучения, ч. 1 - 2, М., 1966; Ростунов Т. И., Программированное обучение и обучающие машины, К., 1967. Ю.
Н. Кушелев, И. М. Глыздов, В. Н. Ермаков. АВТОМАТИЗМ, 1)в физиологии способность органа или отдельных клеток к ритмической, периодической или апериодической деятельности, вне очевидной связи с внешними побудительными причинами (напр., сокращения сердца, петли кишки, даже удалённых из организма, мерцаниересничек; нек-рых эпителиальных клеток, движение протоплазмы в растит, клетках и т. п.). Причиной А. является либо цикличность обменных процессов в клетках, либо - на более высокой ступени организации - деятельность систем возбудимых клеток (напр., нервных клеток, расположенных в сердечной мышце или дыхательном центре в мозгу). Другой формой А., возникающей в результате закрепления условнорефлекторных связей (см. Условные рефлексы), являются стереотипные действия, осуществляемые пассивно, ;машинообразно, напр, движения конечностей при ходьбе, а также т. н. содружественные движения, захватывающие различные группы мышц (шеи, туловища, конечностей) и др. двигательные А. (см. Движения животных и человека). 2)
В психологии действие, осуществляющееся при почти полном отсутствии контроля
сознания. В отличие от физиол. процессов (дыхание, работа сердца и т. п.),
являющихся изначально непроизвольными, психич. действия первоначально протекают
под контролем сознания и лишь постепенно, по мере научения, превращаются
в автоматические, к-рые выступают как основа различного рода навыков. На
физиол.уровне А. соответствует динамический стереотип. В. А. Костеловский. АВТОМАТИКА, отрасль науки и техники, охватывающая теорию и принципы построения систем управления, действующих без непосредственного участия человека; в узком смысле - совокупность методов и технич. средств, исключающих участие человека при выполнении операций конкретного процесса. Как самостоят, область техники А. получила признание на 2-й Мировой энергетич. конференции (Берлин, 1930), где была создана секция по вопросам автоматич. и телемеханич. управления. В СССР терминАполучил распространение в нач. 30-х гг. А. как наука возникла на базе теории автоматич. регулирования, основы к-рой были заложены в работах Дж. К. Максвелла (1868), И. А. Вышнеградского (1872- 1878), А. Стодолы (1899) и др.; в самостоят, научно-технич. дисциплину окончательно оформилась к 1940. История А. как отрасли техники тесно связана с развитием автоматов, автоматич. устройств и автоматизированных комплексов. В стадии становления А. опиралась на теоретич. механику и теорию электрич. цепей и систем и решала задачи, связанные с регулированием давления в паровых котлах, хода поршня паровых и частоты вращения электрич. машин, управления работой станков-автоматов, АТС, устройствами релейной защиты. Соответственно и технич. средства А. в этот период разрабатывались и использовались применительно к системам автоматич. регулирования (см. Автомат, Автоматическое управление, Регулирование автоматическое). Интенсивное развитие всех отраслей науки и техники в кон. 1-й пол. 20 в. вызвало также быстрый рост техники автоматич. управления, применение к-рой становится всеобщим . 2-я
пол. 20 в. ознаменовалась дальнейшим совершенствованием технич средств
А. и широким, хотя и неравномерным для разных отраслей нар. х-ва, распространением
автоматич. управляющих устройств с переходом к более сложным автоматич.
системам, в частности в пром-сти - от автоматизации отд. агрегатов к комплексной
автоматизации цехов и заводов (см. Автоматизация производства). Существенной
чертой является использование А. на объектах, территориально расположенных
на больших расстояниях друг от друга, напр, крупные пром. и энергетич.
комплексы, системы управления космич. летательными аппаратами и т. д. Для
связи между отд. устройствами в таких системах применяются средства телемеханики,
к-рые совместно с устройствами управления и управляемыми объектами образуют
телеавтоматические системы. Большое значение при этом приобретают технические
(в т. ч. телемеханические) средства сбора и автоматич. обработки информации,
т. к. многие задачи в сложных системах автоматич. управления могут быть
решены только с помощью вычислит, техники (см. Большая система, Аналоговая
вычислительная машина, Цифровая вычислительная машина). Наконец, теория
автоматич. регулирования уступает место обобщённой теории автоматич. управления,
объединяющей все теоретич. аспекты А. и составляющей основу общей теории
управления (см. Управляющая машина, Кибернетика). Лит.
см. при статьях Автоматическое управление. Автоматизация производства.
Кибернетика. Г. И. Белов. "АВТОМАТИКА
И ТЕЛЕМЕХАНИКА", ежемесячный научно-технич. журнал, орган АН СССР.
Издаётся в Москве. Осн. в 1936 (в 1942-45 не издавался). Тираж (1969)
7,5 тыс. экз. Освещает проблемы теории автоматич. регулирования
и управления, обобщение опыта автоматизации, телемеханизации и управления
производств, процессами, управления в области биологии и медицины, управления
сложными системами, а также создание новых элементов автоматики и конструирования
соответствующей аппаратуры и оборудования. ; "АВТОМАТИКА, ТЕЛЕМЕХАНИКА И СВЯЗЬ", ежемесячный массовый произ-водственно-тсхнич. журнал, орган Министерства путей сообщения СССР. Издаётся в Москве. Основан в 1957. Тираж (1969) 32 тыс. экз. Освещает вопросы конструкции, монтажа и эксплуатации устройств автоматики, телемеханики и связи на ж.-д. транспорте, пропагандирует новую технику и передовые методы труда. АВТОМАТИКИ И ТЕЛЕМЕХАНИКИ (ТЕХНИЧЕСКОЙ КИБЕРНЕТИКИ) ИНСТИТУТ (ИАТ), н.-и. ин-т, разрабатывающий теоретич. проблемы управления. Создан в 1939 в Москве в составе Отделения технич. наук АН СССР. В тематике ИАТ: проблемы теории автоматич. управления; теории больших систем; проблемы распознавания образов; теоретич. вопросы обучения автоматов; методы моделирования; разработка систем автоматич. управления для различных отраслей нар. х-ва; принципиальные вопросы создания новых элементов и технич. средств автоматизации и вопросы их надёжности; проблемы бионики и др. ИАТ координирует исследования в стране по проблемам автоматич. управления, ведёт большую консультативную работу, активно осуществляет междунар. научные связи. При ин-те имеется аспирантура. Награждён орденом Ленина (1969). АВТОМАТИЧЕСКАЯ ЛИНИЯ, система машин, комплекс осн. и вспомогат. оборудования, автоматически выполняющего в определённой технологич. последовательности и с заданным ритмом весь процесс изготовления или переработки продукта првиз-ва или части его. В функции обслуживающего персонала А. л. входят: управление, контроль за работой агрегатов или участков линии, их ремонт и наладка. Линии, к-рые для выполнения части операций производств, процесса требуют непосредств. участия человека (напр., пуск и остановка отдельных агрегатов, закрепление или перемещение продукта переработки), паз. полуавтоматическими. На совр. А. л. механизированы и автоматизированы многие вспомогат. операции (например, уборка отходов произ-ва), контроль качества продукции, учёт выработки и др. На многих А. л. автоматически регулируются параметры технологич. процессов, осуществляются автоматич. перемещение рабочих органов, наладка и переналадка оборудования. Создание и внедрение А. л.- один из важнейших этапов автоматизации производства, переход от отдельных автоматов к автоматич. системам машин и автоматизированным комплексам, часто объединяющим разнохарактерные производственные процессы. Автоматизированное поточное произ-во возникло в нек-рых отраслях пром-сти (напр., в хим. и пищевой) уже в нач. 20 в. в осн. на таких производств, участках, где технология вообще не может быть организована по-другому, напр, при крекинге нефти. Однако сам термин "А. л." появился значительно позже применительно к системам металлообр. станков и машин. Этим, в частности, объясняется то, что качественные и количественные показатели А. л. учитываются гл. обр. в машиностроении и металлообр. промышленности. Первые комплексные А. л. в машиностроении СССР были созданы в 1939 по предложению рабочего-рационализатора Волгоградского тракторного з-да И. П. Иночкина. Тогда же на 1-м Гос. подшипниковом з-де в Москве были созданы А. л. для токарной обработки и шлифования деталей подшипников. Экспериментальным н.-и. ин-том металлорежущих станков в 1936 были разработаны проекты А. л. из агрегатных станков. Такие линии для оборонной пром-сти строились в годы Великой Отечеств, войны. 3-д "Станкоконструкция" в 1945-46 изготовил ряд А. л. из агрегатных станков для обработки корпусных деталей тракторов и автомобилей. В 1947-50 впервые в мировой практике в СССР было создано комплексно-автоматизированное произ-во алюминиевых поршней для тракторных двигателей с автоматизацией всех процессов, включая загрузку сырья, плавление металла, дозирование расплавл. металла, отливку заготовок, термич., механич., хим., антикоррозионную обработку, контроль качества и упаковку готовой продукции. В 1953-55 на 1-м Гос. подшипниковом з-де был создан комплексно-автоматизированный цех по изготовлению шариковых и роликовых подшипников, включая их обработку, контроль и сборку. Дальнейшим этапом в развитии А. л. явилось создание типовых быстроперена-лаживаемых многономенклатурных А. л. для обработки цилиндрич. зубчатых колёс, ступенчатых и шлицевых валов. На таких линиях при незначит. затратах времени на переналадку возможна обработка неск. однотипных деталей различных размеров; в то же время каждый станок линии может работать самостоятельно. Разработка типовых А. л. на базе машин и оборудования широкого назначения создала необходимые условия для серийного изготовления А. л. и их внедрения в серийное произ-во. А. л. широко применяются в пищ. пром-сти, произ-ве бытовых изделий, в электротехцич., радиотехнич. и хим. отраслях пром-сти. Наибольшее распространение А. л. получили в машиностроении. Многие из них изготовляются непосредственно на предприятиях с использованием уже действующего оборудования. А. л. для обработки строго определённых по форме и размерам изделий наз. специальными; при изменении объекта произ-ва такие линии заменяют или переделывают. Более широкими экс-плуатац. возможностями обладают специализированные А. л. для обработки однотипной продукции в определённом диапазоне параметров. При изменении объекта произ-ва в таких линиях, как правило, лишь перенастраивают отд. агрегаты и изменяют режимы их работы; осн. технологич. оборудование в большинстве случаев может быть использовано для изготовления новой однотипной продукции. Спец. и специализированные А. л. применяются гл. обр. в массовом произ-ве. В серийном
произ-ве А. л. должны обладать универсальностью и обеспечивать возможность
быстрой переналадки для изготовления различной однотипной продукции. Такие
А. л. называют универсальными быстропере-налаживаемыми, или групповыми.
Несколько меньшая производительность универсальных А. л. по сравнению со
специальными компенсируется их быстрой переналадкой для произ-ва широкой
номенклатуры продукции.
Рис. 1. Структурные компоновки автоматических линий; а. - однопоточная последовательного действия; б - однопоточная параллельного действия; в - многопоточная; г - смешанная (с ветвящимся потоком); 1 - рабочие агрегаты; 2 - распределительные устройства. Структурная компоновка А. л. зависит от объёма произ-ва и характера технологич. процесса. Существуют линии параллельного и последоват. действия, одно-поточные, многопоточные, смешанные (с ветвящимся потоком) (рис. 1). А. л. параллельного действия применяются для выполнения одной операции, когда продолжительность её значительно превышает необходимый темп выпуска. Продукт переработки автоматически распределяется (из магазина или бункера) по агрегатам линии и после обработки приёмными устройствами собирается и направляется на последующие операции. Многопоточные А. л. представляют собой систему из А. л. параллельного действия, предназначенную для выполнения неск. технологич. операций, каждая из к-рых по продолжительности больше заданного темпа выпуска. В единую систему могут быть объединены неск. А. л. последовательного или параллельного действия. Такие системы наз. автоматическими участками, цехами или производствами. Рис. 2. Типовая автоматическая линия для обработки цилиндрических зубчатых колёс: а - общий вид; б - схема технологического процесса.
Управление А. л. осуществляется системами автоматического управления, которые подразделяются на внутренние и внешние. Внутренние системы управления обеспечивают выполнение отдельным агрегатом или механизмом линии всех осн. и вспомогат. операций техно-логич. процесса на данном агрегате. Внешняя система (как правило, система путевого контроля, организованного по принципу обратной связи) обеспечивает согласованную работу агрегатов и участков линии. В зависимости от конкретных условий системы управления А. л. строятся на электрич., механич., гидравлич., пневматич. или комбинированных связях. Для автоматич. регулирования тех-нологич. процесса и переналадки оборудования на А. л. (преим. групповых) применяют системы электронного программного управления. Крупные комплексные А. л. оснащаются электронными управляющими машинами и другими средствами вычислит, техники. На агрегатах А. л. преимущественно применяется индивидуальный или многодвигательный электропривод и реже - регулируемый электрич., гидравлич. или механич. привод. Перемещение обрабатываемых деталей (продукта переработки) с одной рабочей позиции на другую осуществляется жёсткой или гибкой системой транспортирования. Жёсткая система транспортирования может пересекать рабочее пространство агрегатов А. л. или располагаться параллельно и иметь перпендикулярно смонтированные устройства для загрузки и разгрузки рабочих позиций. Рабочие позиции каждого агрегата находятся на одинаковом расстоянии одна от другой. После обработки на одной позиции деталь раскрепляется и передвигается на след, рабочую позицию; при этом на первой позиции устанавливается новая заготовка, а на последней снимается готовое изделие. В зависимости от конструкции, размеров и формы изделий используются транспортёры шаговые, штангового типа, а также грейферные, пластинчатые, цепные и др. Жёсткие системы транспортирования применяются преим. на однопоточных линиях после-доват. действия при изготовлении крупных штучных изделий (напр., на линиях из агрегатных станков или линиях для механич. обработки цилиндрич. зубчатых колес, рис. 2). При гибкой системе транспортирования установка заготовок и снятие обрабатываемых изделий производятся независимо на каждом агрегате А. л.; передача изделий с одной позиции на другую может быть совмещена с рабочим процессом. Транспортирование обрабатываемых изделий между агрегатами осуществляется при помощи наклонных или вибрац. лотков, цепных, ленточных иди желобчатых конвейеров и т. п. Гибкая система транспортирования наиболее эффективна при обработке мелких изделий на А. л. параллельного действия, а также на многопоточных и смешанных А. л. Обычно при гибкой системе транспортирования на каждой рабочей позиции устанавливают магазины или бункера-накопители. Их назначение - обеспечить работу А. л. при остановках отдельных агрегатов и облегчить обслуживание линий. Количество и ёмкость накопителей определяются сложностью и протяжённостью А. л., степенью надёжности и безотказностью работы агрегатов. Магазины (бункера-накопители) применяются также и на А. л. с жёстким транспортированием; в этом случае их встраивают в общую транспортную систему, обеспечивая независимую работу отдельных участков. Изделие при обработке остаётся неподвижным или перемещается прямолинейно (А. л. бесцентрово-шлифовальных станков), совершает круговое или вра-щат. движение (в автоматической роторной линии). Неподвижные или вращающиеся изделия перед обработкой фиксируются в требуемом положении непосредственно на рабочей позиции или в приспособлении-спутнике. Прямолинейное или круговое перемещение изделия в процессе обработки обычно осуществляется транспортными средствами. Стабильность процесса на А. л. характеризуется временем, в течение к-рого необходимые параметры процесса выдерживаются в требуемых допусках. Стабильность качества продукции и устранение влияния погрешностей во время обработки на А. л. достигаются применением систематич. контроля заданных параметров и активным воздействием на технологич. процесс. Непосредственная эффективность А. л. сказывается, в частности, в уменьшении числа рабочих, ранее занятых на этом произ-ве. Но работа на А. л. требует более высокой квалификации обслуживающего персонала. Наиболее эффективны А. л. при комплексном внедрении совершенных технологич. процессов. В условиях социалистич. произ-ва А. л. применяют для трудоёмких операций и вредных процессов, если это значительно облегчает труд рабочих и улучшает его условия. Однако, как правило, А. л. дают и необходимую экономич. эффективность, особенно высокую при комплексной автоматизации произ-ва. Стоимость продукции, изготовляемой на А. л., зависит гл. обр. от стоимости исходных материалов и полуфабрикатов, производительности А. л. и затрат на их создание. Стоимость А. л. определяется количеством технологич. операций, их сложностью, объёмом выпускаемой продукции, сложностью оборудования и систем управления, серийностью произ-ва. При прочих равных условиях решающий фактор, определяющий стоимость А. л.,- серийность производства её оборудования. Стоимость А. л. снижается при использовании нормализованных узлов, механизмов и инструментов, при централизованном изготовлении систем транспортирования и управления, сокращении длительности монтажа и наладки. Снижение стоимости А. л. расширяет экономически целесообразные области их применения, позволяет вводить в действие А. л., необходимые для технич. перевооружения пром-сти. Производительность А. л. зависит от времени, затрачиваемого на непосредств. осуществление рабочего процесса, времени на выполнение вспомогат. перемещений (несовмещённые транспортные операции, закрепление и открепление обрабатываемого изделия, отвод и подвод рабочих органов), времени на переналадку, наладку и восстановление работоспособности линии. Сокращение времени рабочего процесса достигается применением высокопроизводит. технологии. Уменьшение времени на вспомогат. перемещения достигается сокращением числа холостых перемещений или увеличением их скорости, совмещением во времени холостых перемещений с рабочим процессом. Для оценки производительности А. л. важен показатель цикловой непрерывности работы, к-рый определяется (для дискретных процессов) отношением времени выполнения рабочего процесса к общему времени цикла. Время на под-наладку, переналадку и ремонт сокращается при использовании автоматич. регулирования, повышении стабильности рабочих инструментов и своеврем. их замене. В пром-сти СССР находятся в эксплуатации тысячи А. л. Напр., только в металлообр. пром-сти в 1967 действовало 4800 А. л. Лит.: Машиностроение.
Энциклопедический справочник, т. 9, М., 1949; Владзиевский А. П., Автоматические
линии в машиностроении, М., 1958; Шаумян Г. А., Автоматы и автоматические
линии, 3 изд., М., 1961; Богуславский Б. Л., Автоматы и комплексная автоматизация,
М., 1964. А. П. Владзиевский.
|
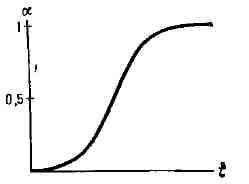
 -время работы машины;
-время работы машины; 
 - время цикла. Рабочая А. с. рассчитывается по формуле:
- время цикла. Рабочая А. с. рассчитывается по формуле:
 - время изготовления единицы продукции на данной машине без учёта потерь
времени по организац. причинам и на естественные надобности; Т - время
ручной работы человека, обслуживающего машину, приходящееся на одну деталь
(складывается из времени, затрачиваемого на настройку машины перед началом
работы, установку и снятие детали, измерение её при изготовлении, управление
машиной, смену изношенного инструмента, регулировку и подналадку машины,
удаление стружки и т. п.). Эксплуатационная А. с. определяется по
формуле: , где
- время изготовления единицы продукции на данной машине без учёта потерь
времени по организац. причинам и на естественные надобности; Т - время
ручной работы человека, обслуживающего машину, приходящееся на одну деталь
(складывается из времени, затрачиваемого на настройку машины перед началом
работы, установку и снятие детали, измерение её при изготовлении, управление
машиной, смену изношенного инструмента, регулировку и подналадку машины,
удаление стружки и т. п.). Эксплуатационная А. с. определяется по
формуле: , где -сумма времени работы
-сумма времени работы  машины за расчётный эксплуатационный период;
машины за расчётный эксплуатационный период;  -
-
 где
где  - количество автоматизированного оборудования
(на участке, в цехе, на з-де, в отрасли); N - общее количество оборудования.
Комплексная А. с. определяется по формуле:
- количество автоматизированного оборудования
(на участке, в цехе, на з-де, в отрасли); N - общее количество оборудования.
Комплексная А. с. определяется по формуле:  где
где  - количество машин, встроенных в автоматич.
линии.
- количество машин, встроенных в автоматич.
линии.